Impression Materials
Impression materials are used to register or reproduce the form and relationship of the teeth and oral tissues. Hydrocolloids and synthetic elastomeric polymers are among the materials most commonly used to make impressions of various areas of the dental arch. Each of these classes of materials has certain advantages and disadvantages. An understanding of the physical characteristics and the limitations of each material is necessary for their successful use in clinical dentistry.
PURPOSE OF IMPRESSION MATERIALS
Impression materials are used to make an accurate replica or mold of the hard and soft oral tissues. The area involved may vary from a single tooth to the whole dentition, or an impression may be made of an edentulous mouth. The impression is a negative reproduction of the tissues, and by filling the impression with dental stone or other model material, a positive cast is made that can be removed after the model material has set. An impression and a stone cast made from the impression are shown in Fig. 12-1. Casts of the mouth are used to evaluate the dentition when orthodontic, occlusal, or other problems are involved, and in the laboratory fabrication of restorations and prostheses.

Usually the impression material is carried to the mouth in an unset (plastic) condition in a tray and applied to the area under treatment. When the impression material has set, it is removed from the mouth with the tray. The cast is made by filling the impression with dental stone or other model material. The accuracy, detail, and quality of this final replica are of greatest importance. When the positive reproduction takes the form of the tissues of the upper or lower jaw and serves for the construction of dentures, crowns, fixed partial dentures, and other restorations, it is described as a cast. The positive reproduction of the form of a prepared tooth constitutes a die for the preparation of inlays or fixed partial dentures. When a positive likeness of the arch or certain teeth is reproduced for orthodontic treatment, it is sometimes described as a model, although the term cast is proper. On other occasions and in other branches of dentistry, these terms are used interchangeably. Sometimes impression materials are used to duplicate a cast or model that has been formed when more than one positive reproduction is required. Such impression materials are referred to as duplicating materials.
A variety of impression trays are used to make impressions. Examples of typical impression trays are shown in Fig. 12-2. The tray is placed so the material is supported and brought into contact with the oral tissues, then held without movement until the impression material has set. The tray with the impression material is then removed from the mouth, and the impression is ready for disinfection and pouring with a cast material to make a positive replica. The clinical impression technique and the production of the cast vary with each impression material. The properties of custom trays are discussed later in this chapter.
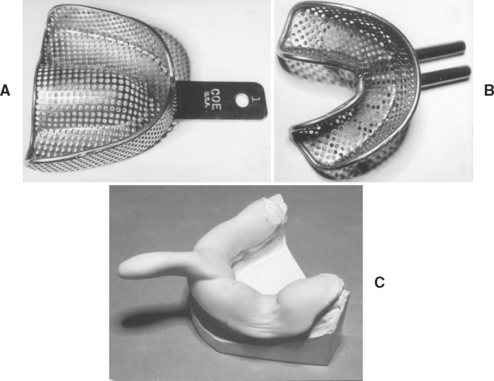
FIGURE 12-2 Three types of impression trays. A, Perforated metal tray for use with alginate hydrocolloid impression materials. B, Water-cooled metal tray for use with agar hydrocolloid impression materials; water enters tubes on the occlusal surface of the tray through one of the projecting tubes and is conveyed away through the other projecting tube. C, Custom acrylic tray on a study cast for an elastomeric impression material.
DESIRABLE QUALITIES
Contact with tissues in the mouth and the needs of clinical procedures dictate critical requirements for the physical properties of dental impression materials. No impression material fulfills all these requirements, and the selection of the material best suited for a particular clinical situation and technique rests with the dentist. The desirable properties of an impression can be summarized briefly as follows:
1. A pleasant odor, taste, and acceptable color
2. Absence of toxic or irritant constituents
3. Adequate shelf life for requirements of storage and distribution
4. Economically commensurate with the results obtained
5. Easy to use with the minimum of equipment
6. Setting characteristics that meet clinical requirements
7. Satisfactory consistency and texture
9. Elastic properties with freedom from permanent deformation after strain
10. Adequate strength so it will not break or tear on removal from the mouth
11. Dimensional stability over temperature and humidity ranges normally found in clinical and laboratory procedures for a period long enough to permit the production of a cast or die
12. Compatibility with cast and die materials
14. Readily disinfected without loss of accuracy
15. No release of gas or other byproducts during the setting of the impression or cast and die materials
TYPES OF IMPRESSION MATERIALS
Alginate hydrocolloid and elastomeric impression materials are the most widely used today, and the properties of these are examined first. Elastomeric impression materials have replaced rigid setting materials such as plaster, impression compound, and zinc oxide–eugenol for recording soft-tissue and occlusal relationships.
ALGINATE HYDROCOLLOIDS
Dental alginate impression materials change from the sol phase to the gel phase because of a chemical reaction. Once gelation is completed, the material cannot be re-liquefied to a sol. These hydrocolloids are called irreversible to distinguish them from the agar reversible hydrocolloids described later. Alginate impressions are widely used to form study casts used to plan treatment, monitor changes, and fabricate provisional and removable partial denture restorations.
Alginate impression products have acceptable elastic properties and compare well with reversible hydrocolloid materials. Preparation for use requires only the mixing of measured quantities of powder and water. The resulting paste flows well and registers acceptable anatomical detail. Gypsum casts and models are made by pouring dental plaster or stone into the impression; no separating medium is necessary. The powder is supplied in bulk containers along with suitable measures for dispensing the correct quantities of powder and water. The powder is also available in small sealed packets containing a quantity suitable for a single impression and ready for mixing with a measured quantity of water. These methods of packaging, together with the measuring devices supplied by the manufacturer, are shown in Fig. 12-3.
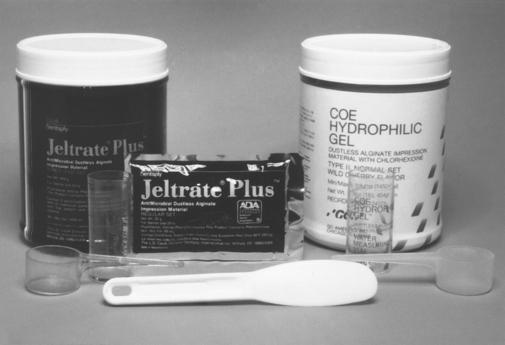
FIGURE 12-3 Alginate impression products: in bulk in a can with a scoop for measuring powder, a measuring cylinder for water, and a preweighed alginate in a foil package. These products are dustless and contain disinfection agents. (From Craig RG, Powers JM, Wataha JC: Dental materials: properties and manipulation, ed 8, St. Louis, 2004, Mosby.)
COMPOSITION AND CHEMISTRY
Potassium and sodium salts of alginic acid have properties that make them suitable for compounding a dental impression material. Alginic acid, which is prepared from a marine plant, is a high-molecular-weight block copolymer of anhydro-β-d-mannuronic acid and anhydro-β-d-guluronic acid, as shown in the top part of the formula for alginate below. The properties of alginate raw material depend largely on the degree of polymerization and the ratio of guluronan and mannuronan blocks in the polymeric molecules. The mannuronan regions are stretched and flat, whereas the guluronan regions contribute less flexibility. Also, mainly guluronan blocks bind with Ca2+. Therefore, alginates rich in guluronan form strong, brittle gels, whereas those rich in mannuronan form weaker and more elastic gels.
Solutions of these soluble salts, when reacted with a calcium salt, produce an insoluble elastic gel commonly called calcium alginate; the structures are shown below. Upon mixing with water, the alginate impression material first forms a sol. Following the chemical reaction described on p. 274 a gel is formed to create the set impression material. The gel-forming ability of alginates is mainly related to the proportion of L-guluronan blocks. The concept of sols and gels is presented in the discussion of colloids in Chapter 2.

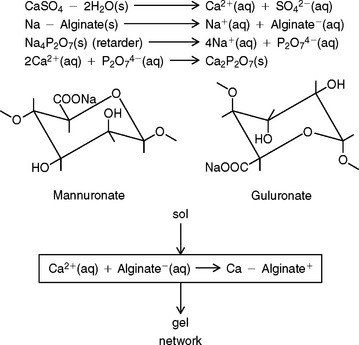
The nature of this chemical reaction is shown above for the sodium salt. The equally common potassium salt reacts similarly. In an alginate impression compound, the calcium sulfate dihydrate, soluble alginate, and sodium phosphate are included in the powder. When water is added to the powder, compounds disassociate as shown. Calcium ions from the calcium sulfate dihydrate react preferentially with phosphate ions from the sodium phosphate and pyrophosphate to form insoluble calcium phosphate. Calcium phosphate is formed rather than calcium alginate because it has a lower solubility; thus, the sodium phosphate is called a retarder and provides working time for the mixed alginate.
After the phosphate ions are depleted, the calcium ions react with the soluble alginate to form the insoluble calcium alginate, which together with water forms the irreversible calcium alginate gel. The calcium alginate is insoluble in water, and its formation causes the mixed material to gel. This reaction is irreversible; it is not possible to convert the calcium alginate to a sol after it has set.
To meet the critical requirements of a dental impression material, this reaction must be controlled to attain the desirable properties of consistency, working time, setting time, strength, elastic quality, and smooth, hard surfaces on gypsum casts. These requirements are achieved by adding agents to control the rate of the reaction, develop strength and elasticity in the gel, and counteract the delaying effect of alginate on the setting of gypsum products. The use of suitable fillers in correct quantities produces a consistency that is suitable for various clinical uses.
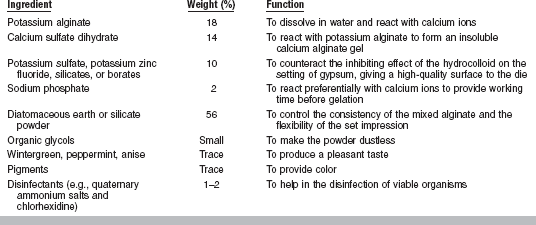
The composition of a typical alginate impression material and the function of its ingredients are shown in Table 12-1. Manufacturers adjust the concentration of sodium phosphate to produce regular- and fast-set alginates. They also adjust the concentration of filler to control the flexibility of the set impression material from soft-set to hard-set. Although alginate impressions are usually made in a tray, injection types are much more fluid after mixing and more flexible after setting. Manufacturers add organic glycols to the alginate powder to reduce dust. Diatomaecous earth or fine siliceous particles are used as fillers. Because these particles can be a respiratory irritant, inhalation of the dust should be minimized. Impressions should be disinfected with a spray solution after removal from the mouth and before pouring with a casting material.
PROPORTIONING AND MIXING
The proportioning of the powder and water before mixing is critical to obtaining consistent results. Changes in the water/powder ratio will alter the consistency and setting times of the mixed material and also the strength and quality of the impression. Usually the manufacturers provide suitable containers for proportioning the powder and water by volume, and these are sufficiently accurate for clinical use.
The mixing time for regular alginate is 1 minute; the time should be carefully measured, because both undermixing and overmixing are detrimental to the strength of the set impression. Fast-set alginates should be mixed with water for 45 seconds. The powder and water are best mixed vigorously in a flexible rubber bowl with an alginate spatula or a spatula of the type used for mixing plaster and stone. Mechanical mixing devices are also available.
PROPERTIES
Some typical properties of a tray-type alginate impression material are listed in Table 12-2, along with comparable values for agar impression material, which are discussed in the next major section.
TABLE 12-2
Typical Properties of Alginate and Heavy-Bodied Agar Hydrocolloid Impression Materials

*At 10% compression for 30 sec.
†At a stress of 1000 g/cm2.
‡At a loading rate of 10 kg/min.
§ASTM Tear Die C at 25 cm/min.
Working Time
The fast-set materials have working times of 1.25 to 2 minutes, whereas time of the regular-set materials is usually 3 minutes, but may be as long as 4.5 minutes. With a mixing time of 45 seconds for the fast-set types, 30 to 75 seconds of working time remain before the impression needs to be completely seated. For the regular-set materials, a mixing time of 60 seconds leaves 2 to 3.5 minutes of working time for materials that set at 3.5 to 5 minutes. In both cases, the mixed alginate must be loaded into the tray and the impression made promptly.
Setting Time
Setting times range from 1 to 5 minutes. The ANSI/ADA Specification No. 18 (ISO 1563) requires that it be at least that value listed by the manufacturer and at least 15 seconds longer than the stated working time. Lengthening the setting time is better accomplished by reducing the temperature of the water used with the mix than by reducing the proportion of powder. Reducing the ratio of powder to water reduces the strength and accuracy of the alginate. Selecting an alginate with a different setting time is a better alternative than changing the water/powder ratio.
The setting reaction is a typical chemical reaction, and the rate can be approximately doubled by a temperature increase of 10° C. However, using water that is cooler than 18° C or warmer than 24° C is not advisable. The clinical setting time is detected by a loss of surface tackiness. If possible, the impression should be left in place 2 to 3 minutes after the loss of tackiness, because the tear strength and elastic recovery (recovery from deformation) increase significantly during this period.
Color-changing alginates provide a visual indication of working time and setting time. The mechanism of the color change is a pH-related change of a dye. One such alginate changes its color from light pink to white.
Elastic Recovery
A typical alginate impression is compressed about 10% in areas of undercuts during removal. The actual magnitude depends on the extent of the undercuts and the space between the tray and the teeth. The ANSI/ADA Specification requires that the elastic recovery be more than 95% when the material is compressed 20% for 5 seconds at the time it would normally be removed from the mouth. As indicated in Table 12-2, a typical value for elastic recovery is 98.2%. The corresponding permanent deformation is 1.8%.
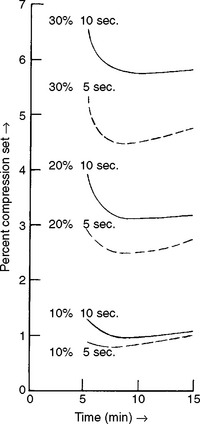
The permanent deformation, indicated as percent compression set, is a function of percent compression, time under compression, and time after removal of the compressive load, as illustrated in Fig. 12-4. Note that permanent deformation is a timedependent property. Lower permanent deformation (higher elastic recovery) occurs (1) when the percent compression is lower, (2) when the impression is under compression a shorter time, and (3) when the recovery time is longer, up to about 8 minutes after the release of the load. Clinically these factors translate into requirements for a reasonable bulk of alginate between the tray and the teeth, appropriate retention of the alginate in the tray, and a rapid removal of the impression from the mouth. The usual procedures followed to disinfect the impression and produce a gypsum model provide adequate time for any recovery that might occur.
Flexibility
The ANSI/ADA Specification permits a range of 5% to 20% at a stress of 0.1 MPa, and most alginates have a typical value of 14%. However, some of the hard-set materials have values from 5% to 8%. A reasonable amount of flexibility is required for ease of removal of the impression.
Strength
The compressive and tear strengths of alginates are listed in Table 12-2. Both properties are time dependent, with higher values obtained at higher rates of loading. Compressive strengths range from 0.5 to 0.9 MPa. The ANSI/ADA Specification requires that certified products have a compressive strength of at least 0.35 MPa. Tear strengths vary from 0.37 to 0.69 N/mm, and this property is probably more important than the compressive strength. The tear strength is a measure of the force/thickness ratio needed to initiate and continue tearing and is often determined on a specimen of the shape shown in Fig. 12-5. Tearing occurs in the thin sections of the impression, and the probability of tearing decreases with increasing rates of removal. The effect of loading rate on the tear strength of several alginates is shown in Fig. 12-6. Values for tray materials range from 0.38 to 0.48 N/mm at 20 mm/min to 0.6 to 0.7 N/mm at 500 mm/min. The lower tear strength at corresponding rates for the syringe materials reflects the decreased alginate in the syringe material.

FIGURE 12-5 Sketch of tear strength specimen with load applied in the directions of the arrows; the specimen tears at the V-notch.
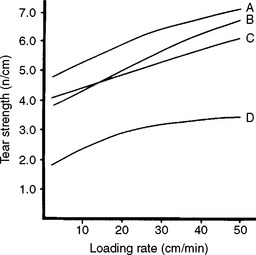
FIGURE 12-6 Tear strength of alginate impression materials as a function of rate of loading; materials A, B, and C are designed to be used in a tray; D is a syringe material. (Adapted from MacPherson GW, Craig RG, Peyton FA: Mechanical properties of hydrocolloid and elastomeric impression materials, J Dent Res 46:717, 1967.)
Compatibility with Gypsum
The selection of an alginate-gypsum combination that produces good surface quality and detail is highly important. The surface quality and ability of alginate-gypsum combinations to reproduce fine V-shaped grooves are shown in Fig. 12-7, A and B. A Type III model plaster was poured against an alginate in Fig. 12-7, A, and Type IV dental stone was poured against the same alginate in Fig. 12-7, B. The finest groove was 0.025 mm wide in each instance. The combination in Fig. 12-7, B was not as compatible as the one in Fig. 12-7, A, with respect to either surface quality or detail. For purposes of comparison, in Fig. 12-7, C, the same Type IV dental stone used in Fig. 12-7, B, was poured against polysulfide impression.
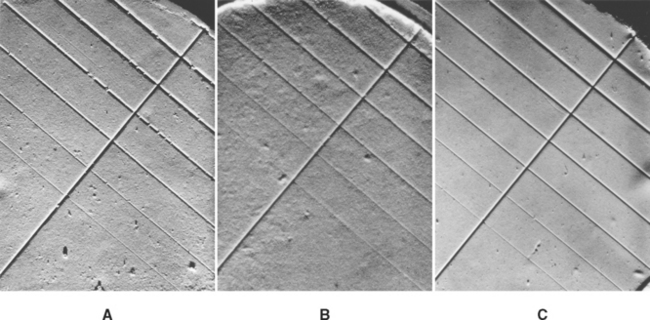
FIGURE 12-7 Surface quality and reproduction of, A, model plaster poured against alginate; B, dental stone poured against the same alginate; and C, the same dental stone poured against polysulfide. It should be emphasized that another alginate with the same plaster and stone could yield opposite results. (From Craig RG, MacPherson GW: Ann Arbor, 1965, University of Michigan School of Dentistry.)
The impression must be rinsed well in cold water to remove saliva and any blood, and then disinfected. Next, all free surface water should be removed before preparing a gypsum model. Saliva and blood interfere with the setting of gypsum, and if free water accumulates, it tends to collect in the deeper parts of the impression and dilute the gypsum model material, yielding a soft, chalky surface. The excess surface water has been removed when the reflective surface becomes dull. If the alginate impression is stored for 30 minutes or more before preparing the model, it should be rinsed with cool water to remove any exudate on the surface caused by syneresis of the alginate gel; exudate will retard the setting of the gypsum. Thereafter, it should be wrapped loosely in a moist paper towel and sealed in a plastic bag to avoid moisture loss.
The set gypsum model should not remain in contact with the alginate impression for periods of several hours because contact of the slightly soluble calcium sulfate dihydrate with the alginate gel containing a great deal of water is detrimental to the surface quality of the model.
Dimensional Stability
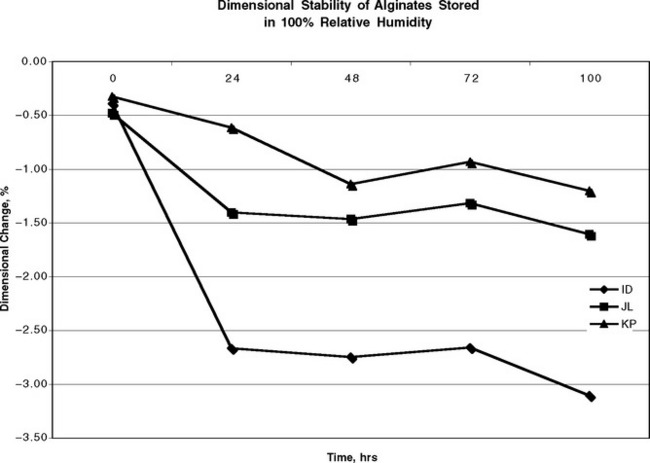
Alginate impressions lose water by evaporation and shrink on standing in air. Impressions left on the bench for as short a time as 30 minutes may become inaccurate enough to require remaking the impression. Even if the impression stored for more than 30 minutes in air is immersed in water, it is not feasible to determine when the correct amount of water has been absorbed, and in any case the previous dimensions would not be reproduced. For maximum accuracy, the model material should be poured into the alginate impression as soon as possible. If for some reason the models cannot be prepared directly, the impressions should be stored in 100% relative humidity in a plastic bag or wrapped in a damp (but not wringing-wet) paper towel. There is a greater chance for distortion the longer the impression is stored (Fig. 12-8).
Disinfection
Disinfection of impressions is a concern with respect to viral diseases such as hepatitis B, acquired immunodeficiency syndrome, and herpes simplex, because the viruses may be transferred to gypsum models and present a risk to dental laboratory and operating personnel.
All alginate colloid impressions should be disinfected before pouring with gypsum to form a cast. The most common form of disinfection is by spray, but studies have shown that such impressions can be immersed in disinfectant also. The effect of disinfection in 1% sodium hypochlorite or 2% potentiated glutaraldehyde solutions on accuracy and surface quality has been measured after 10- to 30-minute immersion. Statistically significant dimensional changes were observed; however, the changes were in the order of 0.1% and the quality of the surface was not impaired. Such changes would be insignificant for clinical applications such as the preparation of study models and working casts. In another study, immersion disinfection of alginates demonstrated little effect on accuracy and surface quality, but it was shown that one alginate product was best immersed in iodophor and another brand in glyoxal glutaraldehyde. The effect of disinfection on agar impression materials has not been reported, but considering the similarity of the two hydrocolloids, similar recommendations are reasonable.
AGAR HYDROCOLLOIDS
Agar hydrocolloid impression materials are compounded from reversible agar gels. When heated, they liquefy or go into the sol state, and on cooling they return to the gel state. Because this process can be repeated, a gel of this type is described as reversible, in contrast to the irreversible alginate gels.
The preparation of agar hydrocolloid for clinical use requires careful control and moderately expensive apparatus. Many dentists prefer a metal die for inlay and crown laboratory procedures, and no practical method has been developed to make a metal die from an agar hydrocolloid or alginate impression. Agar hydrocolloid impressions are dimensionally unstable on standing; thus models should be made as soon as possible after the impression is taken. The registration of the cervical areas of prepared teeth has presented difficulties when they are below the soft tissues of the gingiva. However, modern techniques of tissue control have largely eliminated this problem.
Patients sometime complain about pain and discomfort from the thermal shock to the teeth. This could result from the warm temperature of the impression material when introduced into the mouth or the comparatively low temperatures attained during cooling of the impression to obtain a set gel.
Provided the agar hydrocolloid type of impression material is used carefully with an understanding of its physical properties, it is an excellent, highly accurate elastic impression material and registers fine detail.
CHEMICAL INGREDIENTS
The main active constituent of a reversible hydrocolloid impression product is agar, often known commercially as agar-agar, which is a sulfuric ester of a galactan complex, having a complex structural formula, as shown below. This material forms a colloid with water, which liquefies between 71° and 100° C and sets to a gel again between 30° and 50° C, varying with the concentration of the agar.
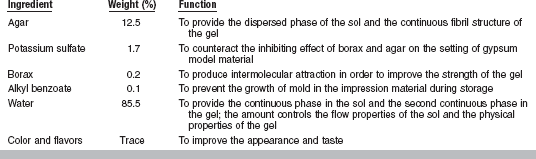
A typical composition and the functions of the various ingredients are listed in Table 12-3. The material described is a tray type and is considerably stiffer at the time of making the impression than a syringe type. The agar content is reduced in the syringe type of material, so it is much more fluid at the time of injection than is the tray material at the time of insertion.
CLINICAL MANIPULATION OF THE SOL-GEL
Clinically, the tray type agar can be liquefied conveniently by immersion of its tube in boiling water, usually 8 to 12 minutes, depending on the bulk of material. If the material is to be used immediately after boiling, the tube is immersed in water at 43° to 49° C and manipulated to ensure even cooling. The tube is then opened and a tray filled. The filled tray is finally tempered for a minimum of 2 minutes in water at 46° C ± 1°. Before the tray is placed in the mouth, a thin layer of material that has been in direct contact with the water in the bath is removed with a suitable instrument.
When the material is liquefied, it can be stored for several hours and kept ready for use by immersing the container in water at 63° to 66° C. When needed, the material is taken from the storage bath and placed immediately in a warmed tray. The filled tray is then tempered at 46° C ± 1° for a minimum of 2 minutes before it is inserted into the mouth. Tempering is necessary to cool the material to a temperature that is compatible with the oral tissues, and this also serves to develop a heavier consistency.
A slightly more fluid agar hydrocolloid material is made for use in injection syringes for inlay, crown, and fixed partial denture impressions. Increased fluidity can be achieved by decreasing the agar content and increasing the water content. Usually this material is supplied in small cylinders of the correct size to fit the syringe. The syringe, loaded with a cylinder, is placed in boiling water for 10 minutes and then stored at 63° C until needed. No tempering is required before use; the syringe is taken from the storage bath and the agar hydrocolloid injected directly into the tooth preparation. The thin strand of material passing down the needle rapidly cools to a temperature compatible with the oral tissues. These procedures may vary from one product to another; manufacturers’ directions should be followed carefully.
After the impression is placed in the mouth, the agar is cooled to obtain a set condition. Cool tap water is circulated around tubes built into agar impression trays to hasten setting. After removal the impression is rinsed, disinfected, superficially dried, and poured in dental stone. After the initial setting of the stone, the gypsum model and impression should be stored in a humidor to prevent drying and shrinkage of the impression before the model is removed.
PROPERTIES
Typical properties of the tray type of agar hydrocolloid impression materials are listed in Table 12-2.
Gelation Temperature
After boiling for 8 minutes, the material should be fluid enough to be extruded from the container. After tempering, the sol should be homogeneous and should set to a gel between 37° and 45° C when cooled, as required by ANSI/ADA Specification No. 11 (ISO 1564) for dental agar hydrocolloid impression material.
Elastic Recovery
Elastic recovery is determined in the same manner as for alginates and at the time the material is removed from the mouth. The ANSI/ADA Specification requires that the elastic recovery be greater than 96.5% (permanent deformation less than 3.5%) after the material is compressed 20% for 1 second. Most tray types of agar hydrocolloid impression materials readily meet this requirement with elastic recovery of about 99%. However, a reasonable thickness of impression material should be present between the tray and the undercut areas so compressions higher than 10% do not occur, because higher compression results in higher permanent deformation. As for alginates, the magnitude of the elastic recovery depends on the time under compression, and impressions should be removed rapidly.
Flexibility
The ANSI/ADA Specification requirement for flexibility allows a range of 4% to 15%; most agar hydrocolloid impression materials meet this requirement. Materials with low flexibility can be accommodated in areas of undercuts by providing somewhat more space for the impression material so it is subjected to a lower percentage of compression during removal.
Strength
The compressive strength of a typical agar hydrocolloid impression material is 0.8 MPa. The tear strength of agar hydrocolloid impression materials is about 0.8 to 0.9 N/mm, which is higher than the ANSI/ADA Specification requirement of 0.75 N/mm. Because agar hydrocolloid impressions are viscoelastic, the strength properties are time dependent, and higher compressive and tear strengths occur at higher rates of loading. These properties again emphasize the importance of removing the impressions rapidly, because such a procedure minimizes the chances of rupture or tearing of the impression.
Compatibility with Gypsum
Not all agar hydrocolloid impression materials are equally compatible with all gypsum products, and the manufacturer’s suggestions should be followed. The ANSI/ADA Specification requires manufacturers to list compatible model materials. Agar hydrocolloid impression materials are more compatible with gypsum model materials than alginates. The impression should be washed of saliva and any trace of blood, which retard the setting of gypsum. After the impression is rinsed with water and disinfected, the excess liquid should be carefully blown from the impression with an air syringe to avoid dehydrating the surface of the agar hydrocolloid impression.
If the agar hydrocolloid impression must be stored in a humidor, it should be rinsed with cool water to remove any exudate formed from syneresis before pouring up the gypsum model.
Dimensional Stability
When stored in air, agar hydrocolloid gels lose water and contract. The extent of contraction varies from product to product, as shown in Fig. 12-9. After 1 hour in air, one product shrank only 0.15%, whereas another shrank about 1%. Replacing the agar in water resulted in absorption and swelling. After an hour the materials had almost retained their original dimensions, although one was 0.05% larger, and two were 0.1% smaller. Continued storage in water resulted in continued swelling.
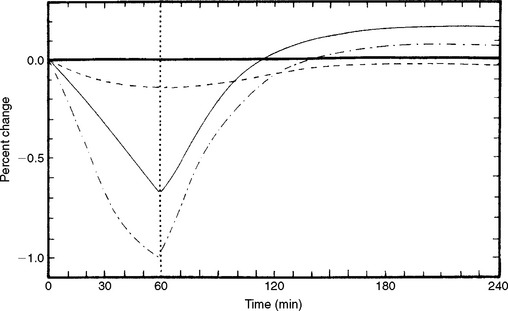
FIGURE 12-9 Curves showing shrinkage of three agar hydrocolloids exposed to air over a period of 1 hour, and subsequent expansion when immersed in water. (Adapted from Skinner EW, Cooper EN, Beck FE: J Am Dent Assoc 40:196, 1950.)
As with alginate impressions, agar hydrocolloid impressions are best stored in 100% relative humidity if the gypsum models cannot be prepared immediately. Even in 100% humidity they can be stored for only limited times, such as 1 hour, without shrinkage of the impression material caused by syneresis. The best procedure is to pour up the impression immediately after removing, rinsing, disinfecting, and superficial drying.
The suggestions for disinfection of alginates should also be followed with agar hydrocolloid impressions.
DUPLICATING IMPRESSION MATERIALS
In preparing removable partial dentures, a duplicate should be made of the plaster or stone cast of the patient’s mouth. This duplicate is required for two reasons: (1) the cast on which the wax pattern of the metal framework is to be formed must be made from a refractory investment, because it must withstand the casting temperatures required for gold or base metal alloys; and (2) the original cast is needed for checking the accuracy of the metal framework and for processing the denture base portion of the partial denture.
A duplicate refractory cast is obtained by making an impression of the original cast in an elastic duplicating material. The most common duplicating materials are agar hydrocolloid compounds. Their composition is quite similar to the agar hydrocolloid impression compounds, but a greater proportion of water is used with the duplicating compounds.
The primary advantage of agar hydrocolloid duplicating materials is that their set is reversible, which allows the material to be reused many times. This is particularly important in duplication procedures, because 200 to 400 mL of the material may be needed for each process. The agar hydrocolloid duplicating materials may be continuously stored in the sol state at 54° to 66° C and used when needed without converting the material from the gel to the sol state each time it is required. After a duplication procedure, the gel is chopped up, reheated until in the sol condition, and added to the material being stored at 54° to 66° C. This procedure may be repeated about 20 times before the material is discarded. Of prime importance is that the agar hydrocolloid duplicating materials have adequate strength and elastic properties to duplicate undercut areas. The accuracy of the agar hydrocolloid duplication compounds is also quite satisfactory if proper techniques are followed.
The disadvantages of agar hydrocolloid duplicating materials are similar to those of agar hydrocolloid impression compounds. The set material is a gel and therefore is subject to dimensional changes if stored in air or water. Generally, the best storage condition is 100% relative humidity. The best procedure is to pour the duplicate refractory cast as soon as possible. The agar is a polysaccharide and gradually hydrolyzes at storage temperatures. Accompanying this hydrolysis is a loss of elasticity and strength, which eventually renders the agar hydrocolloid duplicating material useless.
Other types of materials, such as alginate hydrocolloids, reversible plastic gels, silicones, and polyethers, have been used as duplicating materials. Obviously, the major objection to the alginate type is that the material is irreversible. However, its use does not require heating and storage equipment, as do the reversible agar hydrocolloid and plastic duplicating compounds. The reversible plastic gel is a polyvinylchloride gel that is quite fluid at 99° to 104° C. The main advantages of this material are its high-strength properties and high chemical stability, which permit a large number of duplications before replacement. Silicones and polyethers that set at room temperatures are examples of the nonreversible nonaqueous type. The principal problem with them has been their cost, and numerous techniques have been developed to use minimum amounts in a duplicating procedure.
Properties
ANSI/ADA Specification No. 20 (ISO 14356) for dental duplicating materials includes two types: thermoreversible and nonreversible. Within these two types are the hydrocolloid and nonaqueous classes. Requirements for elastic recovery, strain in compression, and resistance to tearing are described for each type and class; and the acceptable values and ranges are listed in Table 12-4. Aging tests are described, and permissible changes in physical properties defined.
TABLE 12-4
Requirements of Some Properties of Dental Duplicating Materials Based on ANSI/ADA Specification No. 20 (ISO 14356)
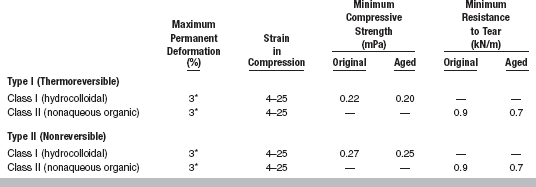
*Minimum elastic recovery of 97%.
ELASTOMERIC IMPRESSION MATERIALS
Four types of synthetic elastomeric impression materials are available to record dental impressions: polysulfides, condensation silicones, addition silicones (polyvinylsiloxanes), and polyethers. Although polysulfides were the first synthetic elastomeric impression material introduced (1950), the latter three types form the vast majority of elastomeric impressions used worldwide today. Condensation silicones were made available to dentists in 1955, polyether in 1965, and addition silicones in 1975. Changes in recent years have provided greater choice of consistency and new mixing techniques.
CONSISTENCIES
Elastomeric impression materials are typically supplied in several consistencies (viscosities) to accommodate a range of impression techniques. Polysulfide impression materials are supplied in three consistencies: low (syringe or wash), medium (regular), and high (tray). Addition silicones are available in these three viscosities plus extra-low, monophase, and putty (extra-high) consistencies, whereas condensation silicones are usually supplied in low and putty consistencies. The catalyst of the condensation silicone can be supplied as a putty or a liquid. The first polyether impression materials were medium consistency, but they are now available in low, medium, and high consistencies.
MIXING SYSTEMS
Three types of systems are available to mix the catalyst and base thoroughly before taking the impression: hand mixing, static automixing, and dynamic mechanical mixing. All three systems are illustrated (Fig. 12-10) and are described here. Impression pastes can be dispensed from collapsible tubes, as shown in Fig. 12-10, A. Equal lengths of catalyst and base are dispensed on a paper pad, as shown in Fig. 12-11, A. Initial mixing is accomplished with a circular motion, as shown in Fig. 12-11, B, and final mixing to produce a mix free from streaks is done with broad strokes of the spatula, as shown in Fig. 12-11, C. Mixing is readily accomplished within 45 seconds, although the low-consistency material is easier to mix than high-consistency materials. When the catalyst is supplied as a liquid, a specified number of drops per unit of length is indicated in the instructions, and mixing is accomplished in a manner similar to that of the two-paste systems. All four types of impression materials are available for mixing in this fashion.
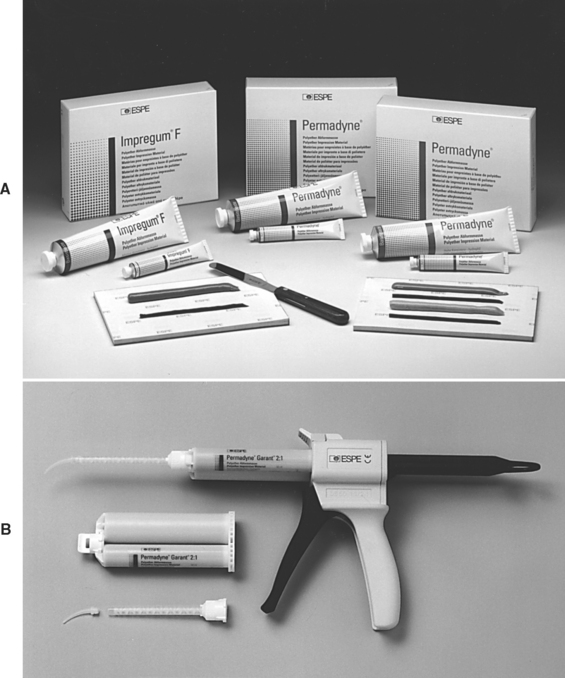
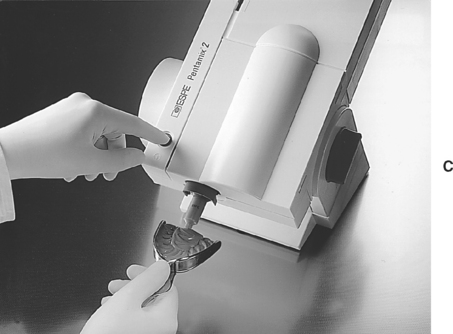
FIGURE 12-10 Three different dispensing and mixing systems used for polyether impression materials. A, Tubes of two consistencies of polyether impression material. Each tube contains a catalyst and base paste, which are dispensed onto a mixing pad in equal lengths and mixed by hand. B, The assembled cartridge and static-mixing tip in the holder (top). A cartridge showing separate tubes of catalyst and base (middle left). The static-mixing tip and optional syringe tip for direct injection (bottom left). C, Mechanical mixer with a dynamic-mixing tip. Once a new tip is placed, the machine is activated by the button shown and material is dispensed into the tray and syringe. The catalyst and base are in large foil bags within the mixer. (Courtesy 3M ESPE, Seefeld, Germany.)
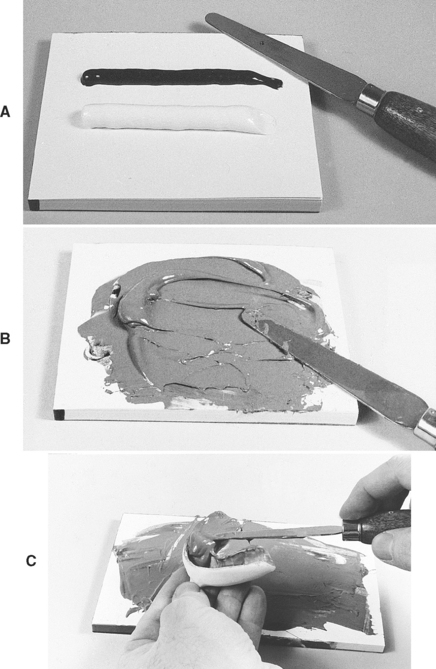
FIGURE 12-11 Dispensing and mixing of a polysulfide impression material. A, Base and accelerator extruded onto a paper mixing pad. B, Final mixing of the base and accelerator. C, Placement of regular- or heavy-bodied polysulfide into an impression tray. (From Craig RG, Powers JM, Wataha JC: Dental materials: properties and manipulation, ed 8, St. Louis, 2004, Mosby.)
One variation in hand mixing is with the two-putty systems, offered both with condensation and addition silicones. Scoops are supplied by the manufacturer for dispensing, and the putties are most often kneaded with fingers until free from streaks. The putty materials that have a liquid catalyst are initially mixed with a spatula until the catalyst is reasonably incorporated, and mixing is completed by hand. It should be noted that latex gloves may interfere with setting of addition silicone impression materials, as discussed later.
A very popular means of mixing the catalyst and base is with a so-called automixing system, as illustrated in Fig. 12-10, B. The base and catalyst are in separate cylinders of the plastic cartridge. The cartridge is placed in a mixing gun containing two plungers that are advanced by a ratchet mechanism to extrude equal quantities of base and catalyst. The base and catalyst are forced through the static-mixing tip containing a stationary plastic internal spiral; the two components are folded over each other many times as they are pushed through the spiral, resulting in a uniform mix at the tip end. Because one cylinder may be filled slightly more that the other, the first part of the mix from a new cartridge should be discarded.
The mixed material can be extruded directly into an injection syringe or into the impression tray. Intraoral delivery tips can be placed on the end of the static mixing tip, as shown in Fig. 12-10, B, and the mixed material can be injected into and around the cavity preparation. The tip can be removed, and additional mixed material can be extruded into the impression tray. The automixing systems have been shown to result in mixes with many fewer voids than hand mixes. Although for each mix the material left in the mixing tip is wasted, the average loss is only 1 to 2 mL, depending on the manufacturer’s tip, whereas three to four times this much is wasted in a hand mix as a result of overestimating the amount needed. Initially, automixing was used for low consistencies, but new designs of guns and mixing tips allow all consistencies except putty to be used with this system. Addition silicones, condensation silicones, and polyethers are available with this means of mixing.
The third and newest system is a dynamic, mechanical mixer, illustrated in Fig. 12-10, C. The catalyst and base are supplied in large plastic bags housed in a cartridge, which is inserted into the top of the mixing machine. A new, plastic mixing tip is placed on the front of the machine, and when the button is depressed, as shown in the figure, parallel plungers push against the collapsible plastic bags, thereby opening the bags and forcing material into the dynamic mixing tip. This mixing tip differs from automixing in that the internal spiral is motor driven so it rotates. Thus, mixing is accomplished by this rotation plus forward motion of the material through the spiral. In this manner, thorough mixing can be ensured and higher viscosity material can be mixed with ease. The advantage of this system is ease of use, speed, and thoroughness of mixing, but more must be invested in the purchase of the system compared with hand and automixing. In addition, there is slightly more material retained in the mixing tip than with automixing, but less than that wasted when mixed by hand. Polyether and addition silicone impression materials are available for mixing with this system.
IMPRESSION TECHNIQUES
Three common methods for making impressions for fixed restorations are a simultaneous, dual-viscosity technique, a single-viscosity or monophase technique, and a putty-wash technique. In nearly all cases, impression material is injected directly on and into the prepared teeth and a tray containing the bulk of the impression material is placed thereafter. After the impression is set, the tray is removed.
The simultaneous, dual-viscosity technique is one in which low-consistency material is injected with a syringe into critical areas and the high-consistency material is mixed and placed in an impression tray. After injecting the low-viscosity material, the tray containing the higher-viscosity material is placed in the mouth. In this manner, the more viscous tray impression material forces the lower-viscosity material to flow into fine aspects of the areas of interest. Because they are both mixed at nearly the same time, the materials join, bond, and set together. After the materials have set, the tray and the impression are removed. An example of an impression for a bridge using this procedure is shown in Fig. 12-12.
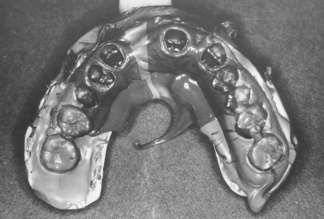
FIGURE 12-12 An elastomeric impression of a maxillary anterior bridge case. Dark material is of a low or injection consistency, and light material of a high or tray consistency. Note that the palate is omitted from the tray to facilitate removal of the impression.
In the single-viscosity or monophase technique, impressions are often taken with a medium-viscosity impression material. Addition-silicone and polyether impression materials are well suited for this technique because both have a capacity for shear thinning. As described in Chapter 4, pseudoplastic materials demonstrate a decreased viscosity when subjected to high shear rates such as occurs during mixing and syringing. When the medium viscosity material is forced through an impression syringe, the viscosity is reduced, whereas the viscosity of the same material residing in the tray is unaffected. In this manner, such materials can be used for syringing and for trays, as previously described for the simultaneous, dual-viscosity technique. The mechanism for shear thinning is discussed in the later section on the viscosity of impression materials.
The putty-wash technique is a two-step impression procedure whereby a preliminary impression is taken in high- or putty-consistency material before the cavity preparation is made. Space is provided for a low-consistency material by a variety of techniques, and after cavity preparation a lowconsistency material is syringed into the area and the preliminary impression reinserted. The low- and high-consistency materials bond, and after the low-consistency material sets, the impression is removed. This procedure is sometimes called a wash technique. The putty-consistency material and this technique were developed for condensation silicones to minimize the effects of dimensional change during polymerization. Most of the shrinkage during polymerization takes place in the putty material when the preliminary impression is made, confining final shrinkage to the thin wash portion of the impression. Care must be taken so the wash material can freely escape via vents in the putty material when the wash impression is made. If not, the wash material can compress the putty in the second-stage impression, inducing permanent distortion and inaccuracies to the impression. The putty-wash technique was extended to addition silicones after their introduction, even though their polymerization shrinkage is significantly lower.
Manufacturers add coloring agents to the accelerator or base as an aid in determining the thoroughness of the mix. Normally a different color is used for each consistency of a particular product line so one can distinguish the wash (low) consistency from the tray consistency in the set impression. Retarders may be added as well to control working and setting time of the products.
COMPOSITION AND REACTIONS
The next four sections describe the general composition and setting reactions of addition silicone, polyether, condensation silicone, and polysulfide impression materials. The following section describes their physical properties, permitting a more direct comparison of the various types and their properties.
Addition Silicone
The addition type is available in extra low, low, medium, heavy, and very heavy (putty) consistencies. A representative product line of addition silicones is shown in Fig. 12-13. The base paste of this class of impression materials contains a moderately low-molecular-weight polymer (polymethylhydrosiloxane) with more than three and up to ten pendant or terminal hydrosilane groups per molecule (see formulas below and AS1). The base also contains filler.
FIGURE 12-13 A, Extra-low-viscosity (XLV), low-viscosity (LV), and monophase (shear thinning) addition-silicone impression materials supplied in automixing cartridges. B, A high-viscosity (rigid) addition silicone, also supplied in automixing cartridges, and a very high-viscosity (putty) material, supplied in tubs of catalyst and base pastes. (Courtesy L.D. Caulk, Dentsply, York, PA.)

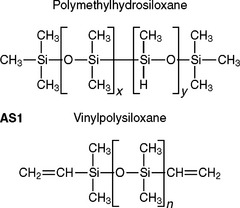
The accelerator (catalyst) and the base paste contain a dimethylsiloxane polymer with vinyl terminal groups, plus filler. The accelerator also contains a platinum catalyst of the so-called Karstedt type, which is a complex compound consisting of platinum and 1,3-divinyltetramethyldisiloxane. Unlike the condensation type, the addition reaction does not normally produce a low-molecular weight byproduct, as indicated in the reaction shown on p. 289 (AS2).
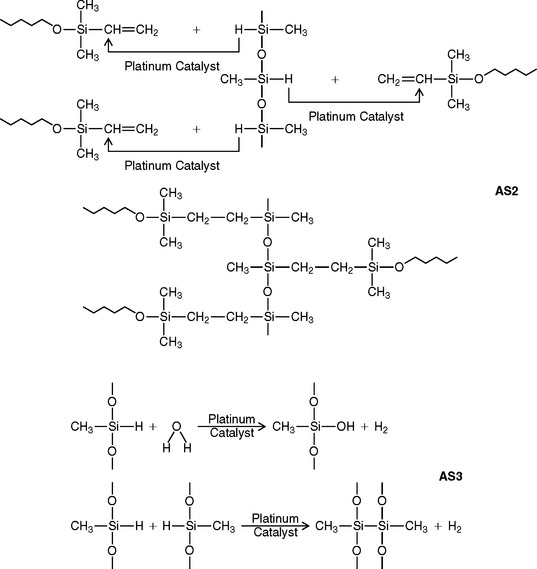
A secondary reaction can occur, however, with the production of hydrogen gas if —OH groups are present. The most important source of —OH groups is water (H—OH), the reaction of which under consumption of Si—H-units is illustrated above (AS3). Another possible source of hydrogen gas is a side reaction of the Si—H units of the polymethylhydrosiloxane with each other, under the influence of the platinum catalyst, also shown above (AS3).
Not all addition silicone impression materials release hydrogen gas, and because it is not known which do, it is recommended that one wait at least 30 minutes for the setting reaction to be completed before the gypsum models and dies are poured. Epoxy dies should not be poured until the impression has stood overnight. The difference in the delay with gypsum and epoxy is that gypsum products have much shorter setting times than epoxy die materials. Some products contain a hydrogen absorber such as palladium, and gypsum and epoxy die materials can be poured against them as soon as practical. Examples of high-strength stone poured after 15 minutes against addition silicone, with and without a hydrogen absorber, are shown in Fig. 12-14.
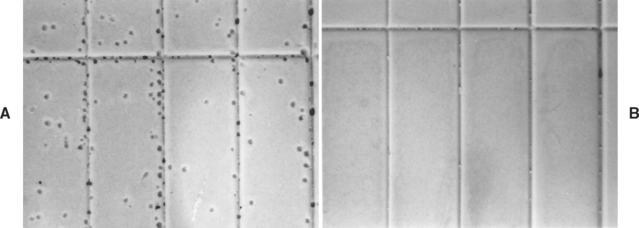
FIGURE 12-14 Addition-silicone impressions poured in high-strength stone at 15 minutes. A, Bubbles are caused by the release of hydrogen. B, No bubbles are apparent because palladium hydrogen absorber is included in the impression material.
Latex gloves have been shown to adversely affect the setting of addition silicone impressions. Sulfur compounds that are used in the vulcanization of latex rubber gloves can migrate to the surface of stored gloves. These compounds can be transferred onto the prepared teeth and adjacent soft tissues during tooth preparation and when placing tissue retraction cord. They can also be incorporated directly into the impression material when mixing two putties by hand. These compounds can poison the platinum-containing catalyst, which results in retarded or no polymerization in the contaminated area of the impression. Thorough washing of the gloves with detergent and water just before mixing sometimes minimizes this effect, and some brands of gloves interfere with the setting more than others. Vinyl and nitrile gloves do not have such an effect. Residual monomer in acrylic provisional restorations and resin composite cores has a similar inhibiting effect on the set of addition silicone materials. The preparation and adjacent soft tissues can also be cleaned with 2% chlorhexidine to remove contaminants.

Polyether
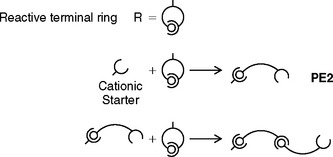
Polyethers are supplied in low-, medium-, and heavy-body consistency. The base paste consists of a long-chain polyether copolymer with alternating oxygen atoms and methylene groups (O—[CH2]n) and reactive terminal groups (PE1, above). Also incorporated are a silica filler, compatible plasticizers of a nonphthalate type, and triglycerides. In the catalyst paste, the former 2,5-dichlorobenzene sulfonate was replaced by an aliphatic cationic starter as a cross-linking agent. The catalyst also includes silica filler and plasticizers. Coloring agents are added to base and catalyst to aid in the recognition of different material types. Examples of polyether impression materials are shown in Fig. 12-10.
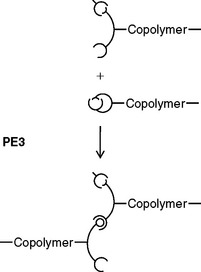
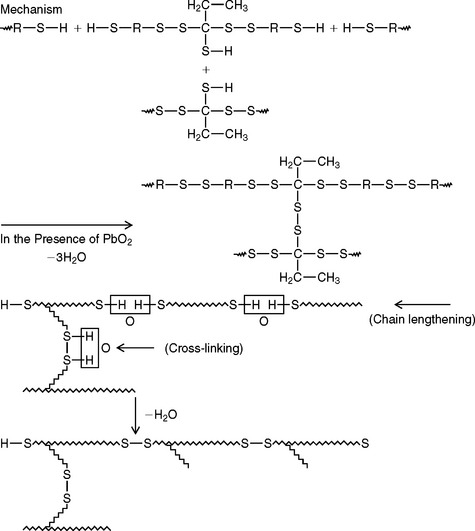
The reaction mechanism is shown above (PE2) in a simplified form. The elastomer is formed by cationic polymerization by opening of the reactive terminal rings. The backbone of the polymer is believed to be a copolymer of ethylene oxide and tetramethylene oxide units. The reactive terminal rings open under the influence of the cationic initiator of the catalyst paste and can then, as a cation itself, attack and open additional rings. Whenever a ring is opened, the cation function remains attached, thus lengthening the chain (PE3, p. 291). Because of the identical chemical base, all polyether consistencies can be freely combined with each other. A chemical bond between all materials develops during curing.
Condensation Silicone
Condensation silicones are supplied as a base and an accelerator. The base contains a linear silicone called a polydimethylsiloxane, which has reactive terminal hydroxyl groups. Fillers may be calcium carbonate or silica having particle sizes from 2 to 8 μm, and in concentrations from 35% for low consistencies to 75% for puttylike consistencies. The accelerator may be a liquid that consists of stannous octoate suspension and alkyl silicate, or it may be supplied as a paste by adding a thickening agent. The reaction proceeds as mentioned, producing a threedimensional network with the liberation of ethyl alcohol (byproduct) and an exothermic temperature rise of about 1° C. The polymerization accompanied by the release of ethyl alcohol causes a shrinkage that is greater in the low consistency than in the puttylike consistency. In one product, shrinkage has been reduced because of only two reactive groups on the cross-linking agent, and thus only half the amount of byproduct is formed. The two-step putty-wash impression technique also reduces polymerization shrinkage. The accelerator does not have unlimited shelf life, because the stannous octoate may oxidize and the ortho-ethyl silicate is not entirely stable in the presence of the tin ester.
Polysulfide
Polysulfide impression materials are supplied as two pastes in collapsible tubes, one labeled base and the other labeled accelerator or catalyst. A typical list of ingredients and their concentrations is given in Table 12-5. The polysulfide polymer has a molecular weight of 2000 to 4000 and terminal and pendant mercaptan groups (—SH). The terminal and pendant groups of adjacent molecules are oxidized by the accelerator to produce chain extension and cross-linking, respectively. This reaction can be represented diagrammatically as shown in the equation on p. 292. The reaction results in a rapid increase in molecular weight, converting the mixed paste to a polysulfide rubber. The reaction is only slightly exothermic, with a typical increase in temperature of 3° to 4° C. Although the mixes set to a rubber consistency in about 10 to 20 minutes, polymerization continues, and the properties change for a number of hours after the material sets. Cross-linking is used to reduce the permanent deformation (increase the elastic recovery) of the set material under compression or extension during removal from the mouth.
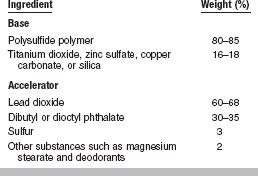
The ingredients and their weight percent may vary from one product to another. In general, the weight percent of the filler in the base paste increases from low to medium to high consistencies. The particle size of the fillers is about 0.3 μm. Although the most common active ingredient in the accelerator is lead dioxide, some magnesium oxide may also be present. Whitening agents cannot cover the dark color of the lead dioxide; thus these pastes range from dark brown to gray-brown. Other oxidizing agents such as hydrated copper oxide, Cu(OH)2, have been used as a substitute for lead dioxide, producing a green mix.
SETTING PROPERTIES
Typical values of the setting properties of elastomeric impression materials are presented in Table 12-6. The temperature rise in typical mixes of impression materials was pointed out in the previous section, but Table 12-6 illustrates that the temperature rise is small and of no clinical concern.
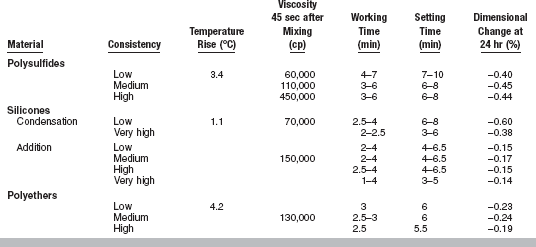
Viscosity
The viscosity of materials 45 seconds after mixing is listed in Table 12-6. As expected, the viscosity increases for the same type of material from low to high consistencies. Viscosity as a function of time after the start of mixing is shown in Fig. 12-15 for mixes stored at 25° C. The most rapid increase in viscosity with time occurred with silicones and polyether materials, with the latter increasing slightly more rapidly than the former.
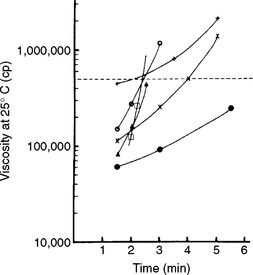
FIGURE 12-15 Viscosity of elastomeric impression materials after mixing at 25° C. Polysulfide light,  ; polysulfide regular, x; polysulfide heavy, +; condensation silicone,
; polysulfide regular, x; polysulfide heavy, +; condensation silicone,  ; addition silicone, ; polyether,
; addition silicone, ; polyether,  . (Adapted from Herfort TW, Gerberich WW, Macosko CW et al: J Prosthet Dent 38:396, 1977.)
. (Adapted from Herfort TW, Gerberich WW, Macosko CW et al: J Prosthet Dent 38:396, 1977.)
Attention must be paid to proper mixing times and times of insertion of the impression material into the mouth if the materials are to be used to their best advantage. For example, low-consistency polysulfide injected or placed in the mouth at 5.5 minutes would have the same viscosity as mediumconsistency polysulfide at 3 minutes. Similarly, a medium-consistency polysulfide at 4 minutes would have the same viscosity as a high-consistency material at 2 minutes.
A shearing force can affect the viscosity of polyether and addition silicone impression materials, as was mentioned in the section on impression techniques. This effect is called shear thinning or pseudoplasticity. For impression materials possessing this characteristic, the viscosity of the unset material diminishes with an increasing outside force or shearing speed. When the influence is discontinued, the viscosity immediately increases. This property is very important for the use of monophase impression materials, and is illustrated for polyether in Fig. 12-16. In the case of polyether, shear-thinning properties are influenced by a weak network of triglyceride crystals. The crystals align when the impression material is sheared, as occurs when mixed or flowing through a syringe tip. The microcrystalline triglyceride network ensures that the polyether remains viscous in the tray or on the tooth but flows under pressure. This allows a single or monophase material to be used as a low- and medium-consistency material. Cooling of the pastes results in substantial viscosity increase. Before using, pastes have to be brought to room temperature.
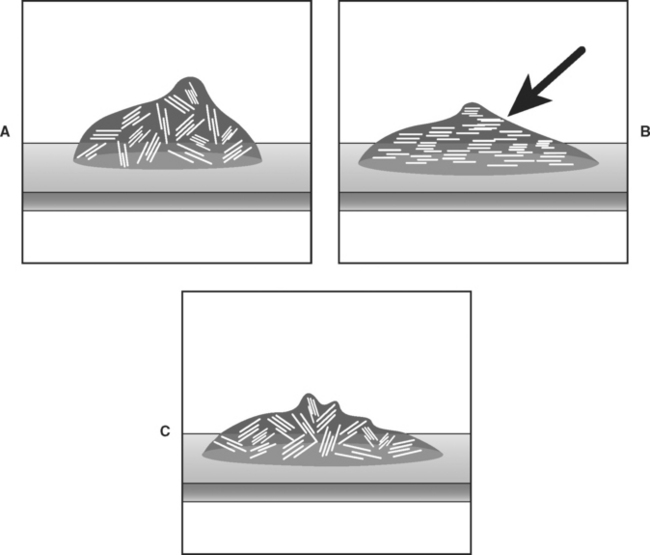
FIGURE 12-16 Demonstration of the mechanism for the property of shear thinning or pseudoplasticity in polyethers. The trigliceride network, A, within the impression material aligns when sheared as with syringing, and B, to achieve a lower viscosity. Once the shear force is removed, the viscosity increases with randomization of the triglyceride network, C.
The effect of shear rate (rotational speed of the viscometer) on the viscosity of single-consistency (monophase) addition silicones is shown in Fig. 12-17. Although all products showed a decrease in viscosity with increasing shear rate, the effect was much more pronounced for two products, Ba and Hy, with about an eightfold to elevenfold decrease from the lowest to the highest shear rate. The substantial decrease in viscosity at high shear stress, which is comparable with the decrease during syringing, permits the use of a single mix of material, with a portion to be used as syringe material and another portion to be used as tray material in the syringe-tray technique.

FIGURE 12-17 Viscosity in centipoise as a function of shear rate (rotational speed of the viscometer) for five single-consistency addition-silicone impression materials. A rotational speed of 0.5 rpm would represent a shear rate comparable with that observed when placing the material in a tray, and a speed of 10 rpm would represent a shear rate comparable with that experienced when syringing the material. (From Kim KN, Craig RG, Koran A, III: J Prosthet Dent 67:794, 1992.)
Working and Setting Times
The working and setting times of elastomeric impression materials are listed in Table 12-6. Polysulfides have the longest times, followed by silicones and polyethers. In general, for a given class of elastomeric impression materials by a specific manufacturer, the working and setting times decrease as the viscosity increases from low to high. Polyethers show a clearly defined working time with a sharp transition into the setting phase. This behavior is often called snap-set. This transition from plastic condition into elastic properties is rather short compared with older addition silicones, which was shown in investigations of rheological properties of setting materials (Fig. 12-18).
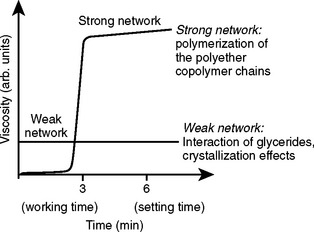
FIGURE 12-18 Illustration of the snap-set of polyether. The initial viscosity of the unset material is influenced by the structural triglycerides, whereas the polymerization of copolymer chains thereafter provides the quick increase in viscosity as the material sets.
Note that the working and setting times of the elastomeric impression materials are shortened by increases in temperature and humidity; on hot, humid days this effect should be considered in the clinical application of these materials.
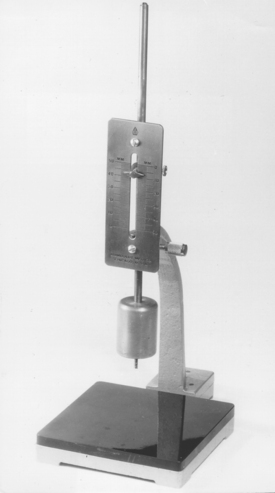
The initial (or working) and final setting times can be determined fairly accurately by using a penetrometer with a needle and weight selected to suit these materials. The Vicat penetrometer, as shown in Fig. 12-19, with a 3-mm diameter needle and a total weight of 300 g, has been used by a number of investigators. A metal ring, 8 mm high and 16 mm in diameter, is filled with freshly mixed material and placed on the penetrometer base. The needle is applied to the surface of the impression material for 10 seconds, and a reading is taken. This is repeated every 30 seconds. The initial set is that time at which the needle no longer completely penetrates the specimen to the bottom of the ring. The final set is the time of the first of three identical nonmaximum penetration readings. When the material has set, the elasticity still allows penetration of the needle, but it is the same at each application.
Dimensional Change on Setting
The impression material undergoes a dimensional change on setting. The major factor for contraction during setting is cross-linking and rearrangement of bonds within and between polymer chains. Additional shrinkage can arise from the loss of volatile components such as water in polysulfides and ethanol in condensation silicones. Impressions can expand if water sorption takes place and an impression can be distorted if seated after the material has set to any degree. Finally, distortion or creep will occur if the material does not recover elastically when the set impression is removed from undercuts. Imbibition is discussed in the section on disinfecting impressions, and creep-induced distortion is discussed under elastic recovery.
All types of elastomeric impression materials undergo shrinkage due to polymerization, and those with reaction byproducts undergo additional contraction. The linear dimensional change between a die and the impression after 24 hours is listed in Table 12-6. The polysulfides and condensation silicones have the largest dimensional change during setting, in the range of −0.4% to −0.6%. The shrinkage is a result of the evaporation of volatile byproducts and the rearrangement of the bonds with polymerization. The addition silicones have the smallest change, about −0.15%, followed by the polyethers at about −0.2%. The contraction is lower for these two products because there is no loss of byproducts.
The rate of shrinkage of elastomeric impression materials is not uniform during the 24 hours after removal from the mouth. In general, about half the shrinkage observed at 24 hours occurs during the first hour after removal; for greatest accuracy, therefore, the models and dies should be prepared promptly, although in air the elastomeric impression materials are much more stable than hydrocolloid products.
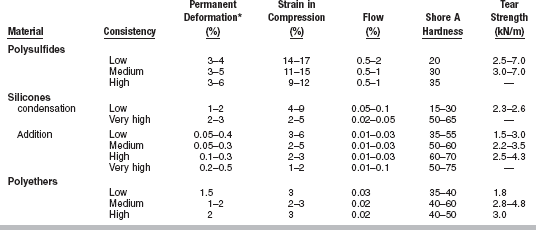
MECHANICAL PROPERTIES
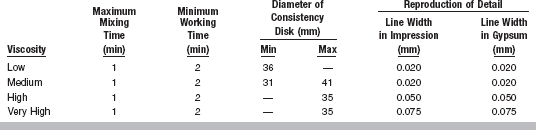
Typical mechanical properties of elastomeric impression materials are listed in Table 12-7. The permanent deformation (in the current specification, elastic recovery, which is 100% minus the permanent deformation), strain in compression, and dimensional change are properties used in ANSI/ADA Specification No. 19 (ISO 4823) to classify elastomeric impression materials as low, medium, high, or very high viscosity types. The requirements for these properties are given in Table 12-8. Further requirements of the specification for elastomeric impression materials are indicated in Table 12-9. The consistency diameter is used to classify viscosity by measuring the diameter of the disk formed when 0.5 mL of mixed material is subjected to a 5.6-N weight at 1.5 minutes after mixing for 12 minutes. Because the setting times of elastomeric impression materials vary, the consistency diameter is affected not only by the viscosity but also by the setting time. The classification of a material by the consistency diameter may be different from that by a true viscosity measurement.
TABLE 12-7
Mechanical Properties of Elastomeric Impression Materials
*Elastic recovery from deformation is 100% minus the percent permanent deformation.
TABLE 12-8
Elastic Recovery, Strain in Compression, and Dimensional Change Requirements for Elastomeric Impression Materials

Adapted from ISO Specification 4823.
TABLE 12-9
Requirements by ANSI/ADA Specification No. 19 (ISO 4823) for the Various Viscosities of Elastomeric Impression Materials
Adapted from ISO Specification 4823.
Elastic Recovery
The order in which the permanent deformation of the elastomeric impression materials is listed in Table 12-7 demonstrates that addition silicones have the best elastic recovery during removal from the mouth, followed by condensation silicones and polyethers, and then polysulfides. A material with a permanent deformation of 1% has an elastic recovery of 99%.
Strain in Compression
The strain in compression under a stress of 0.1 MPa is a measure of the flexibility of the material. Table 12-7 illustrates that, in general, the low-consistency materials of each type are more flexible than the high-consistency elastomeric impressions. For a given consistency, polyethers are generally the stiffest followed by addition silicones, condensation silicones, and polysulfides.
Flow
Flow is measured on a cylindrical specimen 1 hour old, and the percent flow is determined 15 minutes after a load of 1 N is applied. As seen in Table 12-7, silicones and polyethers have the lowest values of flow, and polysulfides have the highest values.
Typical elastomeric impression materials apparently have no difficulty meeting the mechanical property requirements of ANSI/ADA Specification No. 19 (see Table 12-8). Although the flow, hardness, and the tear strengths of elastomeric impression materials are not mentioned in the specification, these are important properties; they are also listed in Table 12-7.
Hardness
The Shore A hardness increases from low to high consistency. When two numbers are given, the first represents the hardness 1.5 minutes after removal from the mouth, and the second number is the hardness after 2 hours. The low-, medium-, and high-viscosity addition silicones and polysulfides do not change hardness significantly with time, whereas the hardness of condensation silicones, addition silicone putties, and polyethers does increase with time. In addition, the hardness and strain in compression affect the force necessary to remove the impression from the mouth. Low flexibility and high hardness can be compensated for clinically by producing more space for the impression material between the tray and the teeth. This can be accomplished with additional block-out for custom trays or by selecting a larger tray when using disposable trays.
A new variation in polyether provides less resistance to deformation during removal of the impression from the mouth and the gypsum cast from the impression. To achieve this, the filler content was reduced from 14 to 6 parts per unit, thereby reducing the Shore A hardness from 46 to 40 after 15 minutes, and from 61 to 50 after 24 hours. The ratio of high-viscous softener to low-viscous softener was changed to achieve a consistency similar to that of the conventional monophase polyether.
Tear Strength
Tear strength is important because it indicates the ability of a material to withstand tearing in thin interproximal areas and margins of periodontally involved teeth. The tear strengths listed in Table 12-7 are a measure of the force needed to initiate and continue tearing a specimen of unit thickness. A few polysulfides have high tear strengths of 7 kN/m, but the majority have lower values in the 2.4 to 2.9 kN/m range. As the consistency of the impression type increases, tear strength undergoes a small increase, but most of the values are between 2.0 and 3.9 kN/m. Values for very high consistency types are not listed because this property is not important for these materials. Higher tear strengths for elastomeric impression materials are desirable, but compared with the values for hydrocolloid impression materials of 0.3 to 0.7 kN/m, they are a major improvement. Although polysulfides have high tear strengths, they also have high permanent deformation that may result in inaccurate impressions.
Creep Compliance
Elastomeric impression materials are viscoelastic, and their mechanical properties are time dependent. For example, the higher the rate of deformation, the higher the tear strength; and the longer the impressions are deformed, the higher the permanent deformation. As a result, plots of creep compliance versus time describe the properties of these materials better than stress-strain curves. Creep-compliance time curves for low-consistency polysulfide, condensation silicone, addition silicone, and medium-consistency polyether are shown in Fig. 12-20. The initial creep compliance illustrates polysulfide is the most flexible and polyether is the least flexible. The flatness or parallelism of the curves with respect to the time axis indicates low permanent deformation and excellent recovery from deformation during the removal of an impression material; addition silicones and polyethers have the best elastic recovery, followed by condensation silicones and then polysulfides.
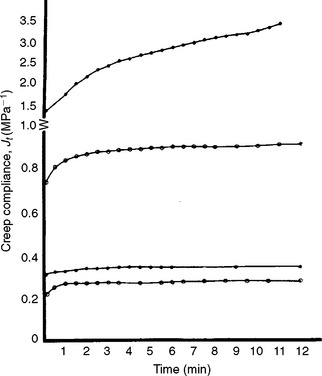
FIGURE 12-20 Creep compliance of elastomeric impression materials at the time recommended for removal from the mouth. Curves from top to bottom: polysulfide, condensation silicone, addition silicone, and polyether. (From Craig RG: J Mich Dent Assoc 59:259, 1977.)
The recoverable viscoelastic quality of the materials is indicated by differences between the initial creep compliance and the creep compliance value obtained by extrapolation of the linear portion of the curve to zero time. As a result, addition silicones have the lowest viscoelastic quality and require less time to recover viscoelastic deformation, followed by polyethers, condensation silicones, and polysulfides.
Detail Reproduction
The requirements of elastomeric impression materials are listed in Table 12-9. Except for the very high-viscosity products, all should reproduce a V-shaped groove and a 0.02-mm wide line in the elastomeric. The impression should be compatible with gypsum products so the 0.02-mm line is transferred to gypsum die materials. Low-, medium-, and high-viscosity elastomeric impression materials have little difficulty meeting this requirement.
WETTABILITY AND HYDROPHILIZATION OF ELASTOMERIC IMPRESSION MATERIALS
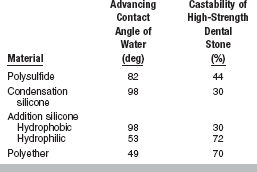
Wettability may be assessed by measuring the advancing contact angle of water on the surface of the set impression material or by using a tensiometer to measure forces as the material is immersed and removed (Wilhelmy technique). The advancing contact angles for elastomeric impression materials are listed in Table 12-10. Of all the impression materials discussed in this chapter, only hydrocolloids can be considered truly hydrophilic. All of the elastomeric impression materials possess advancing and receding contact angles greater than 45 degrees. There are, however, differences in wetting among and within types of elastomeric impression materials. Traditional addition silicone is not as wettable as polyether. When mixes of gypsum products are poured into addition silicone, high contact angles are formed, making the preparation of bubble-free models difficult.
Surfactants have been added to addition silicones by manufacturers to reduce the contact angle, improve wettability, and simplify the pouring of gypsum models. This class with improved wetting characteristics is most accurately called hydrophilized addition silicone. Most commonly, nonionic surfactants have gained importance in this area. These molecules consist of an oligoether or polyether substructure as the hydrophilic part and a silicone-compatible hydrophobic part (Fig. 12-21, A). The mode of action of these wetting agents is believed to be a diffusion-controlled transfer of surfactant molecules from the polyvinylsiloxane into the aqueous phase, as shown, thereby altering the surface tension of the surrounding liquid. As a result, a reduction in surface tension and therefore greater wettability of the polyvinylsiloxane is observed (Fig. 12-21, B). This mechanism differs from polyethers, which possess a high degree of wettability because their molecular structure contains polar oxygen atoms, which have an affinity for water. Because of this affinity, polyether materials flow onto hydrated intraoral surfaces and are therefore cast with gypsum more easily than are addition silicones. This affinity also allows polyether impressions to adhere quite strongly to soft and hard tissues.
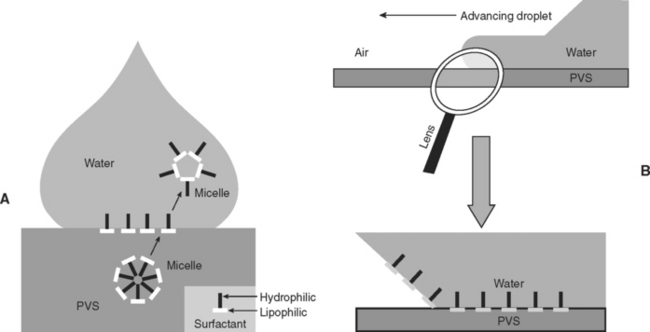
FIGURE 12-21 A, The hydrophilization of addition silicones is gained with the incorporation of nonionic surfactants shown as micelles. These molecules consist of a hydrophilic part and a silicone compatible hydrophobic part. The mode of action of these surfactants is thought to be a diffusion-controlled transfer of surfactant molecules from the polyvinylsiloxane into the aqueous phase, as shown. In this manner, the surface tension of the surrounding liquid is altered. B, This increased wettability allows the addition silicone to spread more freely along the surface.
By observing water droplets on impression surfaces, it has been shown that hydrophilized addition silicones and polyethers are wetted the best, and condensation silicones and conventional addition silicones the least. Wettability was directly correlated to the ease of pouring high-strength stone models of an extremely critical die, as shown in Table 12-10. Using a tensiometer to record forces of immersed impression specimens (Wilhelmy method), polyether was shown to wet significantly better than hydrophilized addition silicones for both advancing (74° versus 108° C) and receding contact angles (50° versus 81° C).
To evaluate the ability of impression materials to reproduce detail under wet and dry surface conditions, impressions were made of a standard wave pattern used to calibrate surface analyzers. The surfaces of impressions were scanned for average roughness (Ra) after setting to determine their ability to reproduce the detail of the standard, the value of which is shown with a double line in Fig. 12-22. From a clinical standpoint, most impression materials produced acceptable detail under wet and dry conditions. Polyethers produced slightly better detail than did addition silicones, and were generally unaffected by the presence of moisture, whereas detail decreased some for addition silicones under wet conditions, even if hydrophilized.
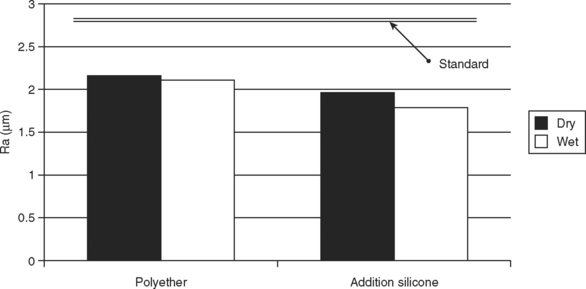
FIGURE 12-22 Ability of polyether and hydrophilized addition silicone materials to reproduce detail under dry and wet conditions. The average roughness, Ra, of the standard from which impressions were made is shown (double line). Polyethers produced the best detail and were unaffected by moisture. The detail captured by addition silicones decreased slightly in the presence of moisture. (Adapted from Johnson GH, Lepe X, and Berg JC: J Dent Res 77 [Spec Iss B]:798, 1998.)
DISINFECTION OF ELASTOMERIC IMPRESSIONS
All impressions should be disinfected upon removal from the mouth to prevent transmission of organisms to gypsum casts and to laboratory personnel. Several studies confirm that all types of elastomeric impression materials, polysulfide, condensation silicone, addition silicone, and polyether, can be disinfected by immersion in several different disinfectants for up to 18 hours without a loss of surface quality and accuracy.
RELATIONSHIP OF PROPERTIES AND CLINICAL APPLICATION
Accuracy, the ability to record detail, ease of handling, and setting characteristics are of prime importance in dental impressions.
Silicones generally have shorter working times than polysulfides but somewhat longer times than polyethers. Single-mix materials have some advantage in that, as a result of shear thinning, they have low viscosities when mixed or syringed but higher viscosities when inserted in a tray. The time of placement of an elastomeric impression material is critical, because viscosity increases rapidly with time as a result of the polymerization reaction. If the material is placed in the mouth after the consistency or viscosity has increased via polymerization, internal stresses induced in the impression are released after the impression is removed from the mouth, resulting in an inaccurate impression.
Thorough mixing is essential; otherwise portions of the mix could contain insufficient accelerator to polymerize thoroughly or may not set at the same rate as other portions of the impression. In this event, removal of the impression would cause less elastic recovery and result in an inaccurate impression. Automixing and mechanical mixing systems produce mixes with fewer bubbles than hand mixing, save time in mixing, and result in a more bubble-free impression.
Polymerization of elastomeric impression materials continues after the material has set, and the mechanical properties improve with time. Removal too early may result in high permanent deformation; however, excessively long times in the mouth are unacceptable to the patient. The manufacturer usually recommends a minimum time for leaving the impression in the mouth, and this minimum is used for testing the materials according to ANSI/ADA Specification No. 19.
Dimensional changes on setting were the highest for condensation silicones and polysulfides. The effect of this shrinkage can be compensated for by use of a double-impression or putty-wash technique. When using a double-impression technique, a preliminary impression is taken in the high- or puttylike-consistency material, providing some space for the final impression in low-consistency material. The preliminary impression is removed, the cavity prepared, and the final impression taken with the low-consistency material, using the preliminary impression as a tray. In this way, the dimensional change in the high consistency or puttylike consistency is negligible, and although the percent dimensional change of the low-consistency material is still large, the thickness is so small that the actual dimensional change is small. The double-impression technique is suitable for use with a stock impression tray, because the preliminary impression serves as a custom tray. With the monophase and simultaneous dual-viscosity technique, a slight improvement in accuracy results when a custom-made tray is used because it provides a uniform thickness of impression material. Several studies have shown, however, that relatively stiff stock plastic or metal trays yield nearly the same accuracy.
Clinical studies have shown that the viscosity of the impression material is the most important factor in producing impressions and dies with minimal bubbles and maximum detail. As a result, the syringe-tray technique produced superior clinical results in the reproduction of fine internal detail of proximal boxes or grooves.
The accuracy of the impression may be affected when the percentage of deformation and the time involved in removing the impression are increased. In both instances, permanent deformation increases, the amount depending on the type of elastomeric impression material.
Because elastomeric impressions recover from deformation for a period after their removal, some increase in accuracy can be expected during this time. This effect is more noticeable with polysulfides than with other impression materials. However, polymerization shrinkage is also occurring, and the overall accuracy is determined by a combination of these two effects. Insignificant elastic recovery occurs after 20 to 30 minutes; therefore, dies should be prepared promptly after that time for greatest accuracy. Addition silicones that release hydrogen are an exception to this guideline.
Second pours of gypsum products into elastomeric impressions produce dies that are not quite as accurate as the first, because the impression can be deformed during the removal of the first die; however, they are usually sufficiently accurate to be used as a working die. Materials such as polysulfide are more susceptible to permanent deformation with cast removal than other types.
OCCLUSAL REGISTRATION MATERIALS
ELASTOMERIC REGISTRATION MATERIALS
Addition silicones and polyethers have been formulated for use as occlusal registration materials. Most of the products are addition silicones and most are supplied in automix cartridges. Properties of these occlusal registration materials are listed in Table 12-11. These materials are characterized by short working times and the length of time left in the mouth compared with typical elastomeric impression materials. They are also noted for their high stiffness, indicated by the low percent strain in compression, and for their low flow and dimensional change even after 7 days. The property that distinguishes addition silicones from polyethers is their lower dimensional change after removal; however, either is superior to the stability of waxes for making occlusal records.
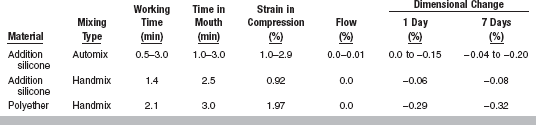
WAX REGISTRATIONS
Occlusal records used to articulate upper and lower models have often been made in wax, as described in Chapter 14. However, the properties of waxes limit their accuracy, because wax records (1) can be distorted upon removal, (2) may change dimensions by release of internal stresses, depending on the storage condition, (3) have high flow properties, and (4) undergo large dimensional changes on cooling from mouth to room temperature.
EDENTULOUS IMPRESSION TECHNIQUES
A variety of impression materials can be used to create satisfactory impressions of edentulous arches. Selection of an impression material depends on the amount of compression of the soft tissues desired. To produce the most accurate impression, a custom tray should be used to provide a uniform thickness of impression material over all soft-tissue surfaces. Border molding of the impression can result in a more accurate replica of the peripheral tissues. This can be done with a medium to high viscosity elastomeric impression material (as described earlier) or a rigid setting thermoplastic material such as impression compound. If a record of the soft tissues is desired with minimal compression, a free flowing, low-viscosity impression should be used. Lowviscosity polysulfides or addition silicones provide good results. If moderate compression is desired, medium-viscosity polysulfides or addition silicones or polyethers can be used. Localized pressure at the posterior region of the maxillary arch can be created using impression compound or impression waxes.
IMPRESSION COMPOUND
One of the oldest dental impression materials is impression compound. Impression compound is sometimes used for border molding complete denture impressions. Impression compounds are thermoplastic materials and are softened to their working consistency by immersion in hot water or by warming over a flame.
TABLE 12-12
Composition of an Impression Compound
| Ingredient | Parts |
| Rosin | 30 |
| Copal resin | 30 |
| Carnauba wax | 10 |
| Stearic acid | 5 |
| Talc | 75 |
| Coloring agent | Appropriate amount |
Composition
The impression compound listed in Box 12-1 is a mixture of thermoplastic resins and waxes, filler, and a coloring agent. By varying the proportions of the various ingredients, compounds of differing physical properties can be made. Resins and waxes soften on heating and provide flow and cohesion, and the filler adds body and gives a suitable working consistency. Rouge produces a characteristic reddish brown color and it is the most common pigment.
Thermal Conductivity
The thermal conductivity of impression compounds is low. When immersed in hot water or heated over a flame, they rapidly soften on the outside, but time is required before the mass is softened throughout. When heating over a flame, care is needed to prevent the outside from being overheated and the more volatile components from being vaporized or ignited. Prolonged immersion in hot water also leaches out the more soluble components and adversely alters physical properties.
The low thermal conductivity influences the cooling rate of these materials, because the outside of a mass of compound hardens fairly rapidly, whereas the inner regions remain soft. Impressions must be given adequate time to cool completely before they are removed from the mouth.
Softening and Flow
Impression compounds should soften at a point just above mouth temperature and exhibit adequate flow to adapt closely to the tissues and register surface detail. They should harden at mouth temperature and exhibit a minimum of flow to reduce the danger of distortion on removal.
Sticks or small cones of compound can be used for securing rubber dam retainers or for recording occlusal relationships. The sticks or cones should be softened by holding them some distance above a flame to avoid overheating the outside portion and ensure softening the center of the stick. The softened compound may be placed directly around the rubber dam retainer or on the occlusal registration plate, but care must be taken that it is not too hot. For this reason the heated compound should be tempered in air or by a brief immersion in water at a temperature just above the softening point of the compound.
IMPRESSION TRAYS
Custom impression trays provide a nearly constant distance between the tray and the tissues, allowing a more even distribution of the impression material during the impression procedure, and improved accuracy. Light-activated and vacuum-formed polymers are now used more frequently than chemically accelerated acrylic to produce custom impression trays because of the volatility of the acrylic monomer and sensitivity to the monomer reported by dental staff. Vacuum-formed polystyrene is popular with commercial laboratories because the trays can be made rapidly. These trays must be handled carefully because they are more flexible than acrylic trays and can be deformed easily by the application of heat. Prefabricated impression trays are very popular. These stock trays vary considerably between manufacturers. When a stock tray is chosen, care must be taken to ensure that the tray is well adapted to the tissues and is adequately reinforced to prevent flexing during impression fabrication and removal.
Light-activated tray materials have many advantages over chemically accelerated acrylic. They are similar to light-activated denture base materials but are of a different color. The trays are strong, easy to make, contain no methyl methacrylate, and have negligible polymerization shrinkage in the light chamber. They can be used soon after processing because there is no clinically significant dimensional change after polymerization.
DIE, CAST, AND MODEL MATERIALS
Dental stones, plaster, epoxy resin, and refractory materials are some of the materials used to make casts or dies from dental impressions. The selection of one of these is determined by the particular impression material in use and by the purpose for which the die or cast is to be used.
Impressions in agar or alginate hydrocolloid can be used only with a gypsum material, such as plaster, stone, or casting investment. Various elastomeric impression materials can be used to prepare gypsum or epoxy dies.
DESIRABLE QUALITIES OF A CAST OR DIE MATERIAL
Cast and die materials must reproduce an impression accurately and remain dimensionally stable under normal conditions of use and storage. Setting expansion, contraction, and dimensional variations in response to changes in temperature must be held to a minimum. Not only should the cast be accurate, but it should also satisfactorily reproduce fine detail and have a smooth, hard surface. Such an accurate cast or die must also be strong and durable and withstand the subsequent manipulative procedures without fracture or abrasion of the surface. Qualities of strength, resistance to shearing forces or edge strength, and abrasion resistance are therefore important and are required in varying degrees, according to the purpose for which the cast or die is to be used. For example, because it will not be subjected to much stress in use, a satisfactory study cast might be formed from dental model plaster in which the aforementioned qualities are at a minimum. However, an elastomeric impression used to produce an indirect inlay could be poured in high-strength stone or epoxy, thereby producing a die in which these qualities are sufficient to withstand the carving and finishing procedures that are a part of this technique.
The color of a cast or die can facilitate manipulative procedures, such as waxing inlay patterns, by presenting a contrast in color to the inlay wax. The ease with which the material can be adapted to the impression and the time required before the cast or die is ready for use are of considerable practical significance.
DENTAL PLASTER AND STONE
The chemistry and physical properties of dental plaster, stone, and high-strength stone are discussed in Chapter 13. These gypsum materials are used extensively to make casts and dies from dental impressions and can be used with any impression material. Stone casts, which are stronger and resist abrasion better than plaster casts, are used whenever a restoration or appliance is to be made on the cast. Plaster may be used for study casts, which are for record purposes only.
Hardening solutions, usually about 30% silica sols in water, are mixed with stone. The increase in hardness of stone dies poured against impressions varies from 2% for silicones to 110% for polyether, with intermediate increases of 70% for agar and 20% for polysulfide. The dimensional change on setting of stones mixed with hardener is slightly greater than when mixes are made with water, 0.07% versus 0.05%. In most instances the abrasion or scraping resistance of mixes of stone made with hardening solutions is higher than comparable mixes made with water. A range of effects in the abrasion resistance of surface treatments of stone has been reported. Model and die sprays generally increase the resistance to scraping, whereas lubricants can decrease surface hardness and resistance to scraping.
High-strength dental stones make excellent casts or dies, readily reproduce the fine detail of a dental impression, and are ready for use after approximately 1 hour. The resulting cast is dimensionally stable over long periods and withstands most of the manipulative procedures involved in the production of appliances and restorations.
When wax patterns constructed on high-strength stone dies are to be removed, some separating agent or die lubricant is necessary to prevent the wax from adhering. The lubricant is applied liberally to the high-strength stone die and allowed to soak in; usually several applications can be made before any excess accumulates on the surface. The excess is blown off with an air blast before proceeding to make the wax pattern.
EPOXY DIE MATERIALS
Until recently, epoxy materials were supplied in the form of a paste to which a liquid activator (amine) was added to initiate hardening. Because the activators are toxic, they should not come into contact with the skin during mixing and manipulation of the unset material. Shrinkage of 0.1% has occurred during hardening, which may take up to 24 hours. The hardened resin is more resistant to abrasion and stronger than a high-strength stone die. The viscous paste is not as readily introduced into the details of a large impression as high-strength dental stone is; a centrifugal casting machine has been developed to assist in the pouring of epoxy resins. Recently, fast-setting epoxy materials have been supplied in automixing systems similar to those described for automixing addition silicones and shown in Fig. 12-23. The epoxy resin is in one cartridge, and the catalyst in the other. Forcing the two pastes through the static mixing tip thoroughly mixes the epoxy material, which can be directly injected into a rubber impression. A small intraoral delivery tip may be attached to the static-mixing tip if desired for injecting into detailed areas of the impression. The fast-setting epoxy hardens rapidly, so dies can be waxed 30 minutes after injecting into the impression. Because water retards the polymerization of resin, epoxy resins cannot be used with water-containing agar and alginate impression materials, and thus are limited to use with elastomeric impression materials.
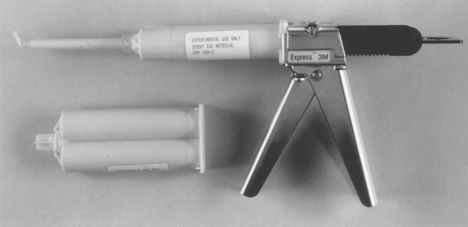
COMPARISON OF IMPRESSION AND DIE MATERIALS
High-strength stone dies may be from 0.35% larger to 0.25% smaller than the master, depending on the location of the measurement and the impression material used. In general, occlusogingival (vertical) changes are greater than buccolingual or mesiodistal (horizontal) changes. The shrinkage of the impression material toward the surfaces of the tray in the horizontal direction usually results in dimensions larger than the master. In the vertical direction, shrinkage is away from the free surface of the impression and toward the tray, and dimensions smaller than the master are obtained.
The accuracy of elastomeric impression materials is in the following order from best to worst, regardless of whether stone or metal dies are used: addition silicone, polyether, polysulfide, and condensation silicone.
Epoxy dies all exhibit some polymerization shrinkage, with values ranging from 0.1% to 0.3%, and as a result the dies are undersized.
Ranking materials by the ability of an impression-die combination to reproduce surface detail produces different results than does ranking by values for dimensional change. If a release agent is not needed on the surface of the impression, epoxy dies are best for reproducing detail (10 μm), followed by high-strength stone dies (170 μm). However, polysulfide impressions require the use of a release agent with epoxy dies, and their reproduction of detail is comparable to that obtained with high-strength stone. The silicone-epoxy combination produces the sharpest detail, although not all epoxy die materials are compatible with all silicone impression materials.
Resistance to abrasion and scraping should also be considered. Epoxy dies have good resistance and high-strength stone dies have the least resistance.
Review Articles—Impression Materials
Allen, EP, Bayne, SC, Becker, IM, et al. Annual review of selected dental literature: report of the committee on scientific investigation of the American Academy of Restorative Dentistry. J Prosthet Dent. 1999;82:50.
Allen, EP, Bayne, SC, Donovan, TE, et al. Annual review of selected dental literature. J Prosthet Dent. 1996;76:75.
Craig, RG. Review of dental impression materials. Adv Dent Res. 1988;2:51.
Donovan, TE, Chee, WW. A review of contemporary impression materials and techniques. Dent Clin North Am. 2004;48:vi–vii. 445
Jendresen, MD, Allen, EP, Bayne, SC, et al. Annual review of selected dental literature: report of the committee on scientific investigation of the American Academy of Restorative Dentistry. J Prosthet Dent. 1998;80:105.
Whitters, CJ, Strang, R, Brown, D, et al. Dental materials: 1997 literature review. J Dent. 1999;27:421.
Agar and Alginate Hydrocolloids
Appleby, DC, Pameijer, CH, Boffa, J. The combined reversible hydrocolloid/irreversible hydrocolloid impression system. J Prosthet Dent. 1980;44:27.
Bergman, B, Bergman, M, Olsson, S. Alginate impression materials, dimensional stability and surface detail sharpness following treatment with disinfectant solutions. Swed Dent J. 1985;9:255.
Buchan, S, Peggie, RW. Role of ingredients in alginate impression compounds. J Dent Res. 1966;45:1120.
Craig, RG. Mechanical properties of some recent alginates and tensile bond strengths of agar/alginate combinations. Phillip’s J Rest Zahnmed. 1989;6:242.
Cserna, A, Crist, R, Adams, A, et al. Irreversible hydrocolloids: a comparison of antimicrobial efficacy. J Prosthet Dent. 1994;71:387.
Ellis, B, Lamb, DJ. The setting characteristics of alginate impression materials. Br Dent J. 1981;151:343.
Farah, JW, Powers, JM. Alginate impression materials. Dent Advis. 2001;18(4):1.
Fish, SF, Braden, M. Characterization of the setting process in alginate impression materials. J Dent Res. 1964;43:107.
Ghani, F, Hobkirk, JA, Wilson, M. Evaluation of a new antiseptic-containing alginate impression material. Br Dent J. 1990;169:83.
Hall, BD, Munoz-Viveros, CA, Naylor, WP, et al. Effects of a chemical disinfectant on the physical properties of dental stones. Int J Prosthodont. 2004;17:65.
Hilton, T, Schwartz, R, Bradley, D. Immersion disinfection of irreversible hydrocolloid impressions. Part II: effects on gypsum casts. Int J Prosthodont. 1994;7:424.
Hutchings, MI, Vanderwalle, K, Schwartz, R, et al. Immersion disinfection of irreversible hydrocolloid impressions in pH-adjusted sodium hypochlorite. Part 2: effect on gypsum casts. Int J Prosthodont. 1996;9:223.
Johnson, GH, Chellis, KD, Gordon, GE, et al. Dimensional stability and detail reproduction of alginate and elastomeric impressions disinfected by immersion. J Prosthet Dent. 1998;79:446.
Johnson, GH, Craig, RG. Accuracy and bond strength of combinations of agar/alginate hydrocolloid impression materials. J Prosthet Dent. 1986;55:1.
Lewinstein, I, Craig, RG. The effect of powder/water ratio of irreversible hydrocolloid on the bond strength of irreversible hydrocolloid and agar combinations. J Prosthet Dent. 1989;62:412.
MacPherson, GW, Craig, RG, Peyton, FA. Mechanical properties of hydrocolloid and elastomeric impression materials. J Dent Res. 1967;46:714.
Miller, MW. Syneresis in alginate impression materials. Br Dent J. 1975;139:425.
Murata, H, Kawamura, M, Hamada, T, et al. Physical properties and compatibility with dental stones of current alginate impression materials. J Oral Rehabil. 2004;31:1115.
Peutzfeldt, A, Asmussen, E. Effect of disinfecting solutions on accuracy of alginate and elastomeric impressions. Scand J Dent Res. 1989;97:470.
Peutzfeldt, A, Asmussen, E. Effect of disinfecting solutions on surface texture of alginate and elastomeric impressions. Scand J Dent Res. 1990;98:74.
Ratnaweera, PM, Yoshida, K, Miura, H, et al. A clinical evaluation of the agar alginate combined impression: dimensional accuracy of dies by new master crown technique. J Med Dent Sci. 2003;50:231.
Schwartz, R, Bradley, D, Hilton, T, et al. Immersion disinfection of irreversible hydrocolloid impressions. Part I: microbiology. Int J Prosthodont. 1994;7:418.
Vanderwalle, K, Charlton, D, Schwartz, R, et al. Immersion disinfection of irreversible hydrocolloid impressions with sodium hypochlorite. Part II: effect on gypsum. Int J Prosthodont. 1994;7:315.
Wanis, TM, Combe, EC, Grant, AA. Measurement of the viscosity of irreversible hydrocolloids. J Oral Rehabil. 1993;20:379.
Woodward, JD, Morris, JC, Khan, Z. Accuracy of stone casts produced by perforated trays and nonperforated trays. J Prosthet Dent. 1985;53:347.
Craig, RG, Gehring, PE, Peyton, FA. Aging characteristics of elastic duplicating compounds. J Dent Res. 1962;41:196.
Craig, RG, Peyton, FA. Physical properties of elastic duplicating materials. J Dent Res. 1960;39:391.
Finger, W. Accuracy of dental duplicating materials. Quint Dent Tech. 1986;10:89.
Peyton, FA, Craig, RG. Compatibility of duplicating compound and casting investments. J Prosthet Dent. 1962;12:1111.
Properties and Use of Elastomeric Impression Materials
Baumann, MA. The influence of dental gloves on the setting of impression materials. Br Dent J. 1995;179:130.
Boening, KW, Walter, MH, Schuette, U. Clinical significance of surface activation of silicone impression materials. J Dent. 1998;26:447.
Braden, M. Characterization of the setting process in dental polysulfide rubbers. J Dent Res. 1966;45:1065.
Braden, M, Causton, B, Clarke, RL. A polyether impression rubber. J Dent Res. 1972;51:889.
Braden, M, Inglis, AT. Visco-elastic properties of dental elastomeric impression materials. Biomaterials. 1986;7:45.
Chai, J, Pand, IC. A study of the thixotropic property of elastomeric impression materials. Int J Prosthodont. 1994;7:155.
Chen, SY, Liang, WM, Chen, FN. Factors affecting the accuracy of elastometric impression materials. J Dent. 2004;32:603.
Cho, GC, Chee, WW. Distortion of disposable plastic stock trays when used with putty vinyl polysiloxane impression materials. J Prosthet Dent. 2004;92:354.
Chong, YH, Soh, G. Effectiveness of intraoral delivery tips in reducing voids in elastomeric impressions. Quint Int. 1991;22:897.
Cook, WD. Permanent set and stress relaxation in elastomeric impression materials. J Biomed Mater Res. 1981;15:44.
Cook, WD. Rheological studies of the polymerization of elastomeric impression materials. I. Network structure of the set state. J Biomed Mater Res. 1982;16:315.
Cook, WD. Rheological studies of the polymerization of elastomeric impression materials. II. Viscosity measurements. J Biomed Mater Res. 1982;16:331.
Cook, WD. Rheological studies of the polymerization of elastomeric impression materials. III. Dynamic stress relaxation modulus. J Biomed Mater Res. 1982;16:345.
Cook, WD, Liem, F, Russo, P, et al. Tear and rupture of elastomeric dental impression materials. Biomaterials. 1984;5:275.
Cook, WD, Thomasz, F. Rubber gloves and addition silicone materials. Aust Dent J. 1986;31:140.
Craig, RG, Composition, characteristics and clinical and tissue reactions of impression materials. Smith, DC, Williams, DF, eds. Biocompatibility of dental materials, 3. Boca Raton: CRC Press, 1982.
Craig, RG. Evaluation of an automatic mixing system for an addition silicone impression material. J Am Dent Assoc. 1985;110:213.
Craig, RG. Properties of 12 addition silicones compared with other rubber impression materials. Phillip’s J Rest Zahnmed. 1986;3:244.
Craig, RG, Sun, Z. Trends in elastomeric impression materials. Oper Dent. 1994;19:138.
Craig, RG, Urquiola, NJ, Liu, CC. Comparison of commercial elastomeric impression materials. Oper Dent. 1990;15:94.
Farah, JW, Powers, JM. Elastomeric impression materials. Dent Advis. 2003;20(10):1.
Farah, JW, Powers, JM. Elastomeric bite registration materials. Dent Advis. 2004;21(3):5.
Goldberg, AJ. Viscoelastic properties of silicone, polysulfide, and polyether impression materials. J Dent Res. 1974;53:1033.
Gordon, GE, Johnson, GH, Drennon, DG. The effect of tray selection on the accuracy of elastomeric impression materials. J Prosthet Dent. 1990;63:12.
Herfort, TW, Gerberich, WW, Macosko, CW, et al. Viscosity of elastomeric impression materials. J Prosthet Dent. 1977;38:396.
Herfort, TW, Gerberich, WW, Macosko, CW, et al. Tear strength of elastomeric impression materials. J Prosthet Dent. 1978;39:59.
Hondrum, S. Tear and energy properties of three impression materials. Int J Prosthodont. 1994;7:155.
Idris, B, Houston, F, Claffey, N. Comparison of the dimensional accuracy of one-step techniques with the use of putty/wash addition silicone impression materials. J Prosthet Dent. 1995;74:535.
Inoue, K, Wilson, HJ. Viscoelastic properties of elastomeric impression materials. II. Variation of rheological properties with time, temperature and mixing proportions. J Oral Rehabil. 1978;5:261.
Johansson, EG, Erhardson, S, Wictorin, L. Influence of stone mixing agents, impression materials and lubricants on surface hardness and dimensions of a dental stone die material. Acta Odontol Scand. 1975;33:17.
Johnson, GH, Craig, RG. Accuracy of four types of rubber impression materials compared with time of pour and a repeat pour of models. J Prosthet Dent. 1985;53:484.
Johnson, GH, Craig, RG. Accuracy of addition silicones as a function of technique. J Prosthet Dent. 1986;55:197.
Johnson, GH, Lepe, X, Aw, TC. Detail reproduction for single versus dual viscosity impression techniques. J Dent Res. 1999;78(Spec Issue B):140. (Abstract 273)
Kim, KN, Craig, RG, Koran, A, III. Viscosity of monophase addition silicones as a function of shear rate. J Prosthet Dent. 1992;67:794.
Koran, A, Powers, JM, Craig, RG. Apparent viscosity of materials used for making edentulous impressions. J Am Dent Assoc. 1977;95:75.
Lampe, I, Marton, S, Hegedus, C. Effect of mixing technique on shrinkage rate of one polyether and two polyvinyl siloxane impression materials. Int J Prosthodont. 2004;17:590.
Laufer, BZ, Baharav, H, Ganor, Y, et al. The effect of marginal thickness on the distortion of different impression materials. J Prosthet Dent. 1996;76:466.
Lee, IK, Delong, R, Pintado, MR, et al. Evaluation of factors affecting the accuracy of impressions using quantitative surface analysis. Oper Dent. 1995;20:246.
Lepe, X, Johnson, GH, Berg, JC, et al. Effect of mixing technique on surface characteristics of impression materials. J Prosthet Dent. 1998;79:495.
Lorren, RA, Salter, DJ, Fairhurst, CW. The contact angles of die stone on impression materials. J Prosthet Dent. 1976;36:176.
Lu, H, Nguyen, B, Powers, JM. Mechanical properties of 3 hydrophilic addition silicone and polyether elastomeric impression materials. J Prosthet Dent. 2004;92:151.
Mansfield, MA, Wilson, HJ. Elastomeric impression materials: a comparison of methods for determining working and setting times. Br Dent J. 1972;132:106.
McCabe, JF, Arikawa, H. Rheological properties of elastomeric impression materials before and during setting. J Dent Res. 1998;77:1874.
McCabe, JF, Bowman, AJ. The rheological properties of dental impression materials. Br Dent J. 1981;151:179.
McCabe, JF, Storer, R. Elastomeric impression materials. The measurement of some properties relevant to clinical practice. Br Dent J. 1980;149:73.
Michalakis, KX, Pissiotis, A, Anastasiadou, V, et al. An Experimental Study on Particular Physical Properties of Several Interocclusal Recording Media. Part III: Resistance to Compression After Setting. J Prosthodont. 2004;13:233.
Neissen, LC, Strassler, H, Levinson, PD, et al. Effect of latex gloves on setting time of polyvinylsiloxane putty impression material. J Prosthet Dent. 1986;55:128.
Norling, BK, Reisbick, MH. The effect of nonionic surfactants on bubble entrapment in elastomeric impression materials. J Prosthet Dent. 1979;42:342.
Ohsawa, M, Jorgensen, KD. Curing contraction of addition-type silicone impression materials. Scand J Dent Res. 1983;91:51.
Pang, IC, Chai, J. The effect of a shear load on the viscosities of ten vinyl polysiloxane impression materials. J Prosthet Dent. 1994;71:177.
Pratten, DH, Craig, RG. Wettability of a hydrophilic addition silicone impression material. J Prosthet Dent. 1989;61:197.
Reusch B, Weber B: In precision impressions—a guide for theory and practice, theoretical section, Seefeld, Germany, 1999, ESPE Dental AG.
Rueda, LJ, Sy-Munoz, JT, Naylor, WP, et al. The effect of using custom or stock trays on the accuracy of gypsum casts. Int J Prosthodont. 1996;9:367.
Salem, NS, Combe, EC, Watts, DC. Mechanical properties of elastomeric impression materials. J Oral Rehabil. 1988;15:125.
Sandrik, JL, Vacco, JL. Tensile and bond strength of putty-wash elastomeric impression materials. J Prosthet Dent. 1983;50:358.
Schelb, E, Cavazos, E, Jr., Troendle, KB, et al. Surface detail reproduction of Type IV dental stones with selected polyvinyl siloxane impression materials. Quint Int. 1991;22:51.
Sneed, WD, Miller, R, Olean, J. Tear strength of ten elastomeric impression materials. J Prosthet Dent. 1983;49:511.
Stackhouse, JA, Jr. The accuracy of stone dies made from rubber impression materials. J Prosthet Dent. 1970;24:377.
Stackhouse, JA, Jr. Relationship of syringe-tip diameter to voids in elastomeric impressions. J Prosthet Dent. 1985;53:812.
Tolley, LG, Craig, RG. Viscoelastic properties of elastomeric impression materials. J Oral Rehabil. 1978;5:121.
Vermilyea, SG, Huget, EF, de Simon, LB. Apparent viscosities of setting elastomers. J Dent Res. 1980;59:1149.
Williams, JR, Craig, RG. Physical properties of addition silicones as a function of composition. J Oral Rehabil. 1988;15:639.
Disinfection of Elastomeric Impression Materials
Bergman, M, Olsson, S, Bergman, B. Elastomeric impression materials: dimensional stability and surface sharpness following treatment with disinfection solutions. Swed Dent J. 1980;4:161.
Drennon, DG, Johnson, GH. The effect of immersion disinfection of elastomeric impressions on the surface detail reproduction of improved gypsum casts. J Prosthet Dent. 1990;63:233.
Drennon, DG, Johnson, GH, Powell, GL. The accuracy and efficacy of disinfection by spray atomization on elastomeric impressions. J Prosthet Dent. 1989;62:468.
Johnson, GH, Drennon, DG, Powell, GL. Accuracy of elastomeric impressions disinfected by immersion. J Am Dent Assoc. 1988;116:525.
Lepe, X, Johnson, GH. Accuracy of polyether and addition silicone after long-term immersion disinfection. J Prosthet Dent. 1997;78:245.
Lepe, X, Johnson, GH, Berg, JC. Surface characteristics of polyether and addition silicone impression materials after long term disinfection. J Prosthet Dent. 1995;74:181.
Rios, MdP, Morgano, SM, Stein, RS, et al. Effects of chemical disinfectant solutions on the stability and accuracy of the dental impression complex. J Prosthet Dent. 1996;76:356.
Storer, R, McCabe, JF. An investigation of methods available for sterilising impressions. Br Dent J. 1981;151:217.
Thouati, A, Deveraux, E, Lost, A, et al. Dimensional stability of seven elastomeric impression materials immersed in disinfectants. J Prosthet Dent. 1996;76:8.
Bevan, EM, Smith, DC. Properties of impression compound. Br Dent J. 1963;114:181.
Braden, M. Rheology of dental composition (impression compound). J Dent Res. 1967;46:620.
Combe, EC, Smith, DC. Further studies on impression compounds. Dent Pract. 1965;15:292.
Docking, AR. Kneading of modelling compounds. Aust J Dent. 1955;59:225.
Stanford, JW, Paffenbarger, GC, Sweeney, WT. Revision of ADA Specification No 3 for dental impression compound. J Am Dent Assoc. 1955;51:56.
Carrotte, PV, Johnson, A, Winstanley, RB. The influence of the impression tray on the accuracy of impressions for crown and bridge work—an investigation and review. Br Dent J. 1998;185:580.
Goldfogel, M, Harvey, WL, Winter, D. Dimensional change of acrylic resin tray materials. J Prosthet Dent. 1985;54:284.
Martinez, LJ, von Fraunhofer, JA. The effects of custom try material on the accuracy of master casts. J Prosthodont. 1998;7:106.
Millstein, P, Maya, A, Segura, C. Determining the accuracy of stock and custom tray impression/casts. J Oral Rehabil. 1998;25:645.
Pagniano, RP, Scheid, RC, Clowson, RL, et al. Linear dimensional change of acrylic resins used in the fabrication of custom trays. J Prosthet Dent. 1982;47:279.